
JB-T8943-1999全塑鞋用注射机
2012年07月26日| 资料类型 | 文件 | 资料大小 | |
| 下载次数 | 0 | 资料图片 | 【点击下载】 |
| 上 传 人 | 默认 | 需要积分 | 0 |
| 关 键 词 | |||
- 【资料简介】
- 前言
本标准由全国橡胶塑料机械标准化技术委员会塑料机械标准化分技术委员会提出并归口。
本标准负责起草单位:湖北鄂城通用机器集团公司。
本标准参加起草单位:福建龙岩塑料机械厂。
本标准主要起草人:周汉波、夏敬沾、陈栋林、汤贵昌、陈素莲。
1范围
本标准规定了全塑鞋用注射机的型式与基本参数,技术要求,试验方法与检验规则,标志、包装、
运输和贮存。
本标准适用于生产发泡(或不发泡)的单色及多色鞋底、拖鞋、凉鞋、雨鞋、靴等全塑鞋类的成
型机(以下简称全塑机)。
2引用标准
下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本
均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准版本的可能性。
GB191—1990包装储运图示标志
GB/T6388—1986运输包装收发货标志
GB/T13306—1991标牌
GB/T13384—1992机电产品包装通用技术条件
JB/T6929—1993塑料挤出转盘制鞋机
JB/T7267—1994塑料注射成型机
3型式与基本参数
3.1型式
全塑机的型式为多工位、转盘式往复螺杆注射型。
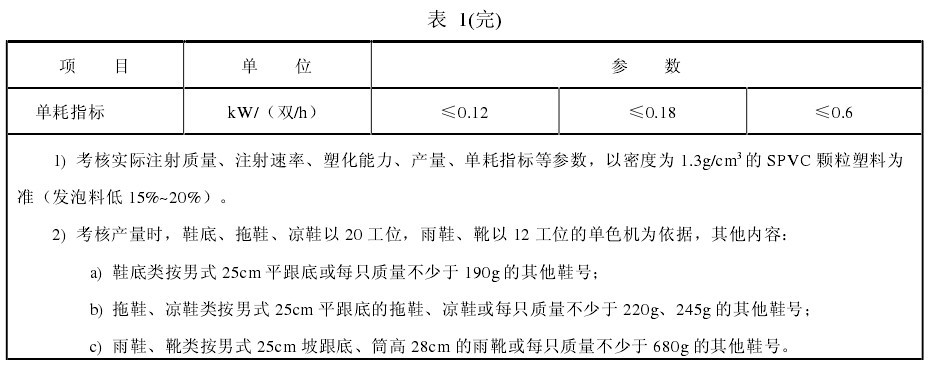
3.2基本参数
基本参数应符合表1规定。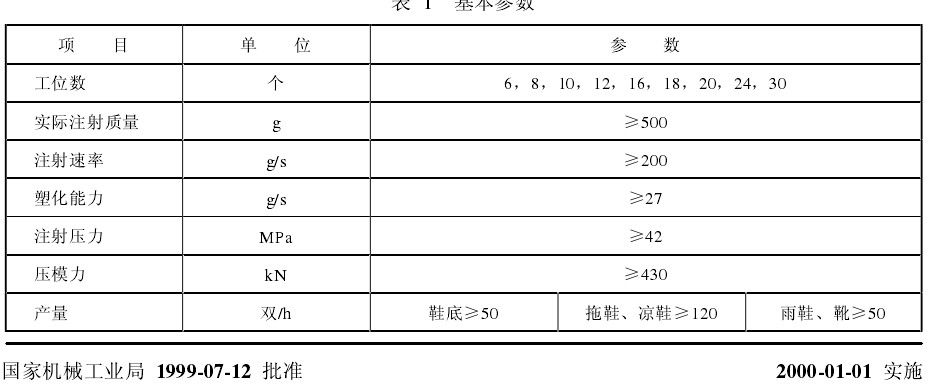
4 技术要求
全塑机应符合本标准的要求,并按照经规定程序批准的产品图样及技术文件制造。
4. 1 整机技术要求
4. 1. 1 全塑机必须充分考虑安全,应设有机械、电气、液压三种联锁安全保护装置中的两种。
4. 1. 2 全塑机应采用可编程序控制(PLC)控制,应包括下列要求:
a) 完善的动作循环程序;
b) 数字化计量;
c) 加热温度自动控制;
d) 自诊断功能。
4. 1. 3 转盘转位、开合模动作应灵活、平稳准确、可靠。
4. 1. 4 电气系统应符合以下要求:
a) 电气装置和主机的金属外壳应有接地装置,接地端应位于接线的位置,并标有保护接地符号或
字母 PE;
b) 电气装置的金属壳体或可能带电的金属件与接地螺钉间,必须保证具有可靠的电气连接。其与
接地螺钉间的连接电阻实测值不得超过 0.1Ω。
c) 电气装置中,不接地电气件的绝缘电阻不得低于 1MΩ。
d) 电气绝缘应能承受 1500V、50Hz 交流正弦波,历时 1min 而无击穿或闪络现象。
4. 1. 5 液压系统应符合以下要求:
a) 工作油温不超过 60℃;
b) 在额定工作压力下,应无漏油现象,渗油处不多于三处;
c) 工作油液污染度不超过 70mg/L;
d) 液压管道排列应整齐。
4. 1. 6 整机外观要求
4. 1. 6. 1 整机外观应整洁美观,颜色和谐。
4. 1. 6. 2 油漆表面应色泽均匀、漆层牢固,无起泡、流痕、剥落等缺陷。
4. 1. 7 整机噪声(声压级)不大于 85dB(A)。
4. 2 总装技术要求
4. 2. 1 全塑机所有零、部件必须经检验合格,外购件有合格证才能进行装配。
4. 2. 2 螺杆与机筒的zui大径向间隙为 0.30~0.35mm。
5 试验方法与检验规则
5. 1 抽样
全塑机出厂检验时,应进行全数检查。型式检验时抽样检查,每次抽一台,如果检查项目中有一
项不合格,则应再抽检一台,若仍有项目不合格,则型式检验判定为不合格。
5. 2 试验方法
5. 2. 1 基本参数中的注射质量、塑化能力、注射速率、注射压力按 JB/T 7267—1994 中 6.2~6.5 规定,
产量、单耗指标按 JB/T 6929—1993 中的 6.3、6.4 规定。
5. 2. 2 压模力的检测
全塑机在额定的工作压力下,置压力传感器于上下模板中心位置,由压力传感器~静态电阻应变
仪构成测力系统,测量三次,求其算术平均值。
5. 2. 3 全塑机启动运转后,检查可编程序控制器自诊显视、监视系统是否完备,机器的各部件动作是
否有效。其他电气的检测按 JB/T 7267—1994 中 6.8 规定。
5. 2. 4 液压系统的检测按 JB/T 7267—1994 中 6.7 规定。
5. 2. 5 整机外观、油漆表面采用目测。
5. 2. 6 整机噪声的检测按 JB/T 6929—1993 中 6.13 规定。
5. 3 检验规则
每台产品须经制造厂质量检验部门检验合格后,并附有产品质量合格证方能出厂。
5. 3. 1 出厂检验
每台全塑机出厂前应进行不少于 4h 的连续空运转试验,并按第 4 章的内容检查。
5. 3. 2 型式检验
型式检验应在下列情况之一时进行:
a) 新产品或老产品转厂生产的试制定型鉴定;
b) 正式生产后,如结构、材料、工艺有较大改变,可能影响产品性能时;
c) 产品长期停产后,恢复生产时;
d) 出厂检验结果与上次型式检验有较大差异时;
e) 国家质量监督机构提出进行型式检验要求时。
型式检验应进行不少于 2h 的负荷运转试验,并按第 3 章的内容进行检查。
6 标志、包装、运输和贮存
6. 1 标志
每台产品应在适当明显位置固定产品标牌,标牌应符合 GB/T 13306 规定,并有下列内容:
a) 制造厂名;
b) 产品名称及型号;
c) 产品编号及出厂日期。
6. 2 包装
产品包装应符合 GB/T 13384 要求,在产品包装箱内应装有下列技术文件(装入防水的袋内):
a) 装箱单;
b) 产品合格证;
c) 产品使用说明书。
6. 3 运输
产品运输应符合 GB 191 和 GB/T 6388 的规定。
6. 4 贮存
产品应贮存在干燥、通风处,避免受潮。露天存放应有防雨措施。

- 凡本网注明"来源:塑料机械网"的所有作品,版权均属于塑料机械网,转载请必须注明塑料机械网,https://www.86pla.com。违反者本网将追究相关法律责任。
- 企业发布的公司新闻、技术文章、资料下载等内容,如涉及侵权、违规遭投诉的,一律由发布企业自行承担责任,本网有权删除内容并追溯责任。
- 本网转载并注明自其它来源的作品,目的在于传递更多信息,并不代表本网赞同其观点或证实其内容的真实性,不承担此类作品侵权行为的直接责任及连带责任。其他媒体、网站或个人从本网转载时,必须保留本网注明的作品来源,并自负版权等法律责任。
- 如涉及作品内容、版权等问题,请在作品发表之日起一周内与本网联系,否则视为放弃相关权利。





