 塑料机械网
塑料机械网


详细介绍
海洋工程环氧粉末防腐钢管厂家 环氧粉末防腐螺旋钢管生产厂家天元管道价格,我公司是河北一家生产环氧粉末防腐钢管的专业厂家,公司座落于中国管道基地河北盐山,主营产品:FBE环氧粉末防腐钢管,双层熔结环氧粉末防腐钢管,2PE/3PEf防腐钢管,环氧煤沥青防腐钢管,IPN8710环氧树脂防腐钢管,本公司以优质的无缝钢管/直缝钢管/螺旋钢管为基层,加工成各种规格防腐管道,欢迎您前来参观指导,提出您的宝贵意见和建议.
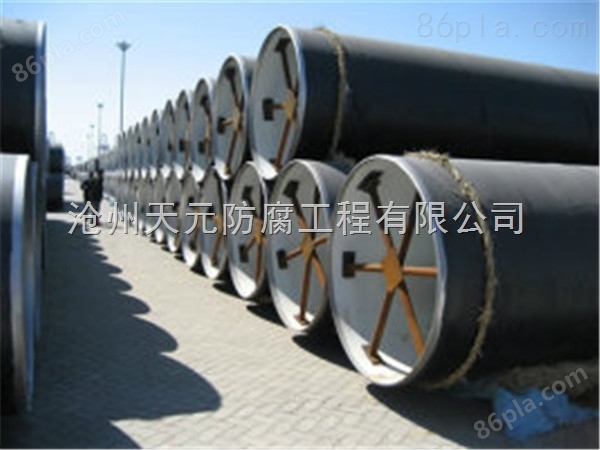
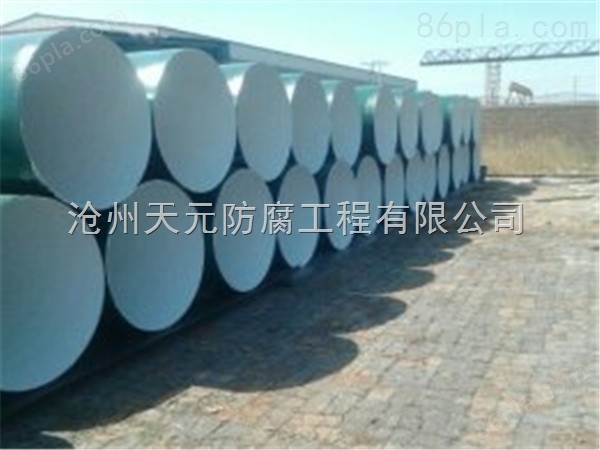
单双层环氧粉末防腐钢管产品简介: 环氧粉末是一种热固性、无毒涂料,固化后形成高分子量交联结构涂层,具有优良的化学防腐性能和较高的机械性能,尤其耐磨性和附着力。该涂料为*固体,无溶剂,无污染,粉末利用率可达95%以上,是埋地钢质管道的优质防腐涂料。 环氧粉末组成: 环氧树脂、固化剂、颜料和添加剂的混合物的基本特性要求,在制备粉末涂料中,对该混合物的物理和化学性能会施加某种影响。首先,树脂系统必须有浸湿颜料和填料的能力,在温度和时间的条件下,使树脂和固化剂之间产生zui小的反应。生产均匀质量的产品必须能相对容易生成要求粒径的粉末;该粉末必须保持流动性,在运输和贮藏中没有粘接或结块,并且在这个条件下不起反应。zui常应用的是静电,因此粉末粒子必须有带电荷的能力。在加热时,粉末必须熔融和流动成平滑连续的膜。湿润基体,在烘烤下进行固化,在这个生产过程中得到的涂层具有要求的机械的耐化学性能。环氧熔结粉末防腐FBE/2FBE使用寿命:40年到50后高密度聚乙烯外套防腐 高密度聚乙烯外套防腐结构:在钢管外表面包裹高密度聚乙烯材料制成,具有*的机械强度和优良的耐腐蚀性能,可以保护钢管在运输,安装及使用过程中避免因外界因素而造成的破坏。制造外套管应添加抗氧剂,紫外线稳定剂和碳黑等。螺旋钢管熔结环氧粉末外涂层(FBE/2FBE)是近30年来发展起来的新型防腐层,FBE涂层有单层和双层两种。所谓FBE涂层一般指单层熔结环氧涂层。单层FBE涂层采用的熔结环氧粉末涂料作为成膜材料。采用静电喷涂工艺涂敷环氧粉末涂料,一次成膜。这种环氧粉末涂料是一种热固性涂料,由固态环氧树脂、固化剂及多种助剂经混炼和粉碎加工而成。钢管在喷漆前先经过抛丸处理和中频预热,再采用静电喷涂方法将环氧粉末涂料喷涂在加热的钢管表面上,熔融粘结在钢管表面,固化形成涂层。FBE涂层一般一般为一次成膜结构.。FBE涂层有对钢铁粘结力强、膜完整性好、耐阴极剥离、耐土壤应力和耐磨损、涂敷操作简单、无污染、涂层抗冲击和抗弯曲性能好、耐温性高等优点,在国外得到了广泛的应用。FBE涂层可用于工作温度为-30~100摄氏度的钢制埋地管道或水下管道设施的外防腐常用标准:SY/T0315-2005,QCNPC 38-2002,QSY-XQ9-2003等标准。 海洋工程环氧粉末防腐钢管厂家
环氧粉末防腐
熔结环氧粉末外涂层是zui近30年来发展起来的新型防腐层,采用静电喷涂工艺涂敷环氧粉末涂料,一次成膜。该涂层具有涂敷操作简单、无污染、涂层抗冲击和抗弯曲性能好、耐温性能高等特点。
特性:固化速度快,固化时间短,涂装效率高,适合于流水作业。
优异的机械物理性能。
优异的耐腐蚀性能,耐酸、碱、盐、油、水等。
能够在较大温度范围内起到*持久的防腐效果。
涂层符合标准SY/T0315-97及CAN/CSA-Z245.20-98的技术要求。
施工说明:
涂装方法:40~120KV高压静电喷涂。
建议膜厚:普通级300~400um, 加强级400~500um。
理论用量:普通级0.42~0.56 kg/m2 加强级0.56~0.70 kg/m2
表面处理:喷砂或抛丸除锈达Sa2.5级以上,锚纹深度50~80um。
工件预热:一般采用中频加热,工件温度控制在220℃~240℃范围内,不得超过260℃。
喷涂施工:调节喷枪及工件,使涂膜达到厚度。
淬火时间:230℃时,从喷涂至淬火时间不得少于90 s
涂层冷却:冷却降温至95℃以下,进行表面检验。
修补漏点:检测出漏点后,进行粗糙处理,然后使用我公司液体环氧重防腐涂料SLH07进行修补。
本粉末涂料产品涂敷于预热的工件之上,利用余热固化,一般不需要后期烘烤。但在工件壁太薄或者外界气温过低的情况下,需要考虑额外加热固化。
 塑料机械网
塑料机械网