
今日要闻








推荐展会
更多 > >









模具加工如何选择合适的铣刀和铣削方式?
选择合适的铣削刀具,在面铣加工中采用滚动切入法,以及在条件适合时用铣刀进行孔加工,制造商可以在无需投资购买新设备的情况下,大幅提高生产能力,提高加工效率而节省大量时间和成本。
在选择适合加工任务的铣刀时,必须考虑被加工零件的几何形状、尺寸和工件材质的各种问题。
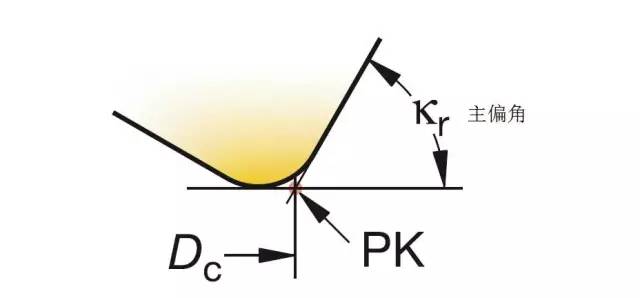
铣刀主偏角
主偏角为切削刃与切削平面的夹角。主偏角对径向切削力和切削深度影响很大。径向切削力的大小直接影响切削功率和刀具的抗振性能。
铣刀的主偏角越小,其径向切削力越小,抗振性也越好,但切削深度也随之减小。
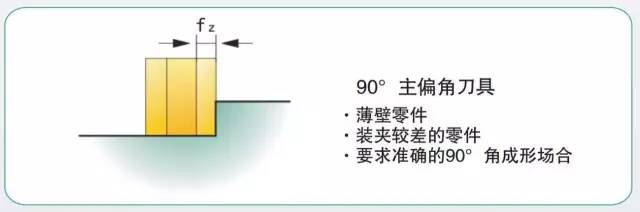
在铣削带方肩的平面时选用90°主偏角。该类刀具通用性好,在单件、小批量加工中选用。由于该类刀具的径向切削力等于切削力,进给抗力大,易振动,因而要求机床具有较大功率和足够的刚性。
在加工带方肩的平面时,也可选用88°主偏角的铣刀。较之90°主偏角铣刀,其切削性能有一定改善。90°方肩铣刀进行平面铣削的情况也十分常见。在某些情况下,这种选择有其合理性。铣削的工件形状不规则,或铸件表面会导致切深量发生变化,方肩铣刀可能是*选择。但在其他情况下,选用标准的45°面铣刀可能会获益更多。
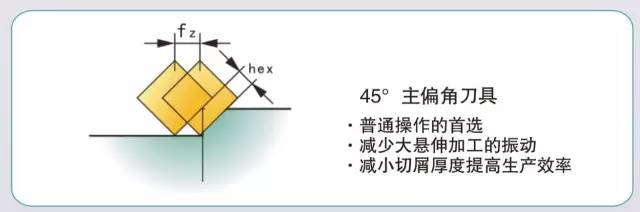
当铣刀的切入角小于90°时,由于切屑变薄,轴向切屑厚度会小于铣刀的进给率,则铣刀切入角将对其适用的每齿进给量产生很大的影响。
在面铣加工中,切入角为45°的面铣刀会使切屑变得更薄。随着切入角的减小,切屑厚度会小于每齿进给量,而这反过来可以使进给率提高到原来的1.4倍。45°主偏角铣刀的径向切削力大幅度减小,约等于轴向切削力,切削载荷分布在较长的切削刃上,具有很好的抗振性,适用于镗铣床主轴悬伸较长的加工场合。用该类刀具加工平面时,刀片破损率低,耐用度高;在加工铸铁件时,工件边缘不易产生崩刃。
铣刀尺寸选择
标准可转位面铣刀直径规格为Φ16~Φ630mm。铣刀的直径应根据铣削宽度、深度选择,一般铣前深度、宽度越大,铣刀直径也应越大。粗铣时,铣床铣刀直径要小些;精铣时,铣刀直径要大些,尽量包容工件整个加工宽度,减小相邻两次进给之间的接刀痕迹。
在对大型零件进行面铣加工时,都是使用直径较小的铣刀,这就为提高生产率留下了很大余地。在理想情况下,铣刀应有70%的切削刃参与切削。用铣刀铣孔时,刀具尺寸变得尤为重要。相对于孔径而言,铣刀的直径太小,则加工时可能会在孔的中心形成一个料芯。当料芯落下时,可能会损坏工件或刀具。铣刀直径过大,则会损坏刀具本身和工件,因为铣刀不在中心切削,可能会在刀具底部发生碰撞。

铣削方式选择
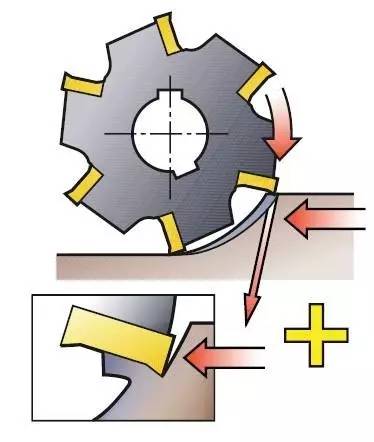
改进铣削加工的另一种方式是优化面铣刀的铣削策略。在对平面铣削进行加工编程时,用户必须首先考虑刀具切入工件的方式。通常,铣刀都是简单地直接切入工件(图1)。这种切入方式通常会伴随很大的冲击噪声,这是因为当刀片退出切削时,铣刀所产生的切屑zui厚所致。由于刀片对工件材料形成很大的冲击,往往会引起振动,并产生会缩短刀具寿命的拉应力。
图1面铣刀直接切入工件会引起振动和产生拉应力
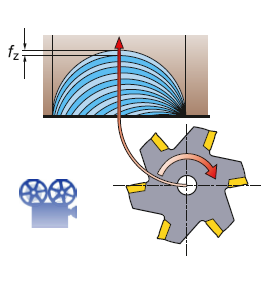
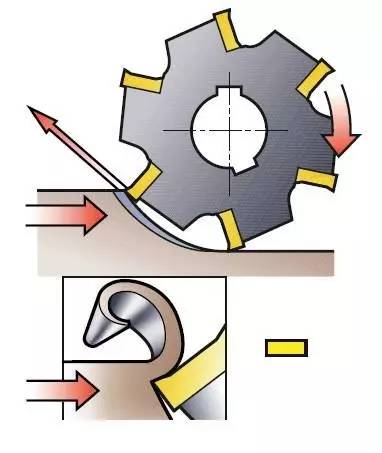
图2旋转切入法可以减小振动和作用于刀具的拉应力
一种更好的进刀方式是采用滚动切入法,即在不降低进给率和切削速度的情况下,铣刀滚动切入工件(图2)。这意味着铣刀必须顺时针旋转,确保其以顺铣方式进行加工。这样形成的切屑由厚到薄,从而可以减小振动和作用于刀具的拉应力,并将更多切削热传入切屑中。通过改变铣刀每次切入工件的方式,可使刀具寿命延长1-2倍。为了实现这种进刀方式,刀具路径的编程半径应采用铣刀直径的1/2,并增大从刀具到工件的偏置距离。
虽然滚动切入法主要用于改进刀具切入工件的方式,但相同的加工原理也可应用于铣削的其他阶段。对于大面积的平面铣削加工,常用的编程方式是让刀具沿工件的全长逐次走刀铣削,并在相反方向上完成下一次切削。为了保持恒定的径向吃刀量,消除振动,采用螺旋下刀和滚动铣削工件转角相结合的走刀方式通常效果更好。
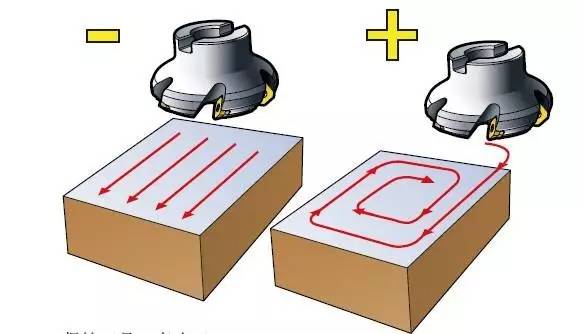
图3螺旋刀轨有助于消除振动和延长刀具寿命
机械师们对振动引起的切削噪声都很熟悉,它通常发生在刀具切入工件时,或刀具在吃刀状态下进行90°急剧转向时。滚动铣削工件转角可以消除这种噪声和延长刀具寿命。一般来说,工件的转角半径应为铣刀直径的75%-100%,这样可以缩短铣刀的吃刀弧长和减小振动,并允许采用更高的进给率。
为了延长刀具寿命,在面铣加工中,应尽量避免刀具从工件上的孔或中断部位通过(如果可能的话)。当面铣刀从工件上一个孔的中间通过时,刀具在孔的一侧是顺铣,而在孔的另一侧是逆铣,这样会对刀片造成很大冲击。通过在对刀具路径编程时绕过孔和凹腔,就可以避免发生这种情况。
顺铣逆铣
图4
越来越多的制造商利用铣刀以螺旋插补或圆周插补方式来加工孔。虽然这种方法的加工速度比钻孔略逊*,但对于许多加工来说却更具优势。
在不规则表面上钻孔时,钻头可能很难沿中心线钻入工件,从而导致钻头在工件表面发生偏移。此外,钻头每加工25mm的孔径,就需要大约10马力的功率,这就意味着,在小功率机床上钻孔时,可能达不到所需的*功率值。此外,某些零件上需要加工许多不同尺寸的孔,如果机床的刀库容量有限,采用铣孔方式则可避免机床因更换刀具而频繁停机。
用铣刀铣孔时,刀具尺寸变得尤为重要。如果相对于孔径而言,铣刀的直径太小,则加工时可能会在孔的中心形成一个料芯(图5)。当该料芯落下时,可能会损坏工件或刀具。如果铣刀直径过大,则会损坏刀具本身和工件,因为铣刀不在中心切削,可能会在刀具底部发生碰撞(图6)。
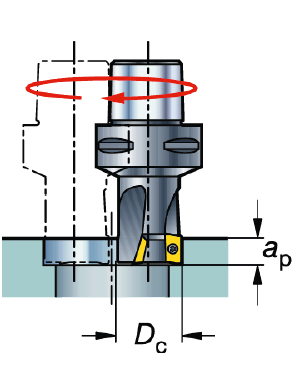
图5铣孔时采用直径太小的铣刀会在孔的中心形成可能会损坏刀具和工件的料芯
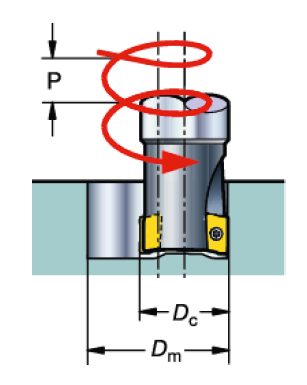
图6铣孔时采用直径太大的铣刀会在刀具底部发生碰撞
为了延长刀具寿命,在面铣加工中,应尽量避免刀具从工件上的孔或中断部位通过。当面铣刀从工件上一个孔的中间通过时,刀具在孔的一侧是顺铣,而在孔的另一侧是逆铣,这样会对刀片造成很大冲击。通过在对刀具路径编程时绕过孔和凹腔,就可以避免发生这种情况。
通过选择合适的铣刀角度,尺寸和进刀方式,使刀具以振动和拉应力zui小的方式切入工件材料,并知道在哪种情况下铣孔比钻孔加工更有效,制造商就能率、低成本地将工件毛坯加工成精美的零件。
- 凡本网注明"来源:塑料机械网"的所有作品,版权均属于塑料机械网,转载请必须注明塑料机械网,https://www.86pla.com。违反者本网将追究相关法律责任。
- 企业发布的公司新闻、技术文章、资料下载等内容,如涉及侵权、违规遭投诉的,一律由发布企业自行承担责任,本网有权删除内容并追溯责任。
- 本网转载并注明自其它来源的作品,目的在于传递更多信息,并不代表本网赞同其观点或证实其内容的真实性,不承担此类作品侵权行为的直接责任及连带责任。其他媒体、网站或个人从本网转载时,必须保留本网注明的作品来源,并自负版权等法律责任。
- 如涉及作品内容、版权等问题,请在作品发表之日起一周内与本网联系,否则视为放弃相关权利。





