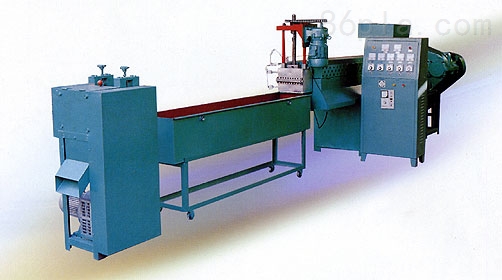
1产品介绍
(1)螺杆:是挤塑机的主要部件,它直接关系到挤塑机的应用范围和生产率,由高强度耐腐蚀的合金钢制成。
(2)机筒:是一金属圆筒,一般用耐热、耐压强度较高、坚固耐磨、耐腐蚀的合金钢或内衬合金钢的复合钢管制成。机筒与螺杆配合,实现对塑料的粉碎、软化、熔融、塑化、排气和压实,并向成型系统连续均匀输送胶料。一般机筒的长度为其直径的15~30倍,以使塑料得到充分加热和充分塑化为原则。
(3)料斗:料斗底部装有截断装置,以便调整和切断料流,料斗的侧面装有视孔和标定计量装置。
(4)机头和模具:机头由合金钢内套和碳素钢外套构成,机头内装有成型模具,机头的作用是将旋转运动的塑料熔体转变为平行直线运动,均匀平稳的导入模套中,并赋予塑料以必要的成型压力。塑料在机筒内塑化压实,经多孔滤板沿一定的流道通过机头脖颈流入机头成型模具,模芯模套适当配合,形成截面不断减小的环形空隙,使塑料熔体在芯线的周围形成连续密实的管状包覆层。为保证机头内塑料流道合理,消除积存塑料的死角,往往安置有分流套筒,为消除塑料挤出时压力波动,也有设置均压环的。
(5)主机料筒采用电加热,水冷却自动控制机筒温度。螺杆芯部可通水(油)冷却,控制螺杆温度。机头装有测试熔温熔压的压力传感器。
风冷模面热切、造粒辅机、旋转刀片由交流电机驱动,变频调速;脱水干燥系统由离心脱水机、滚桶振动筛、风吹储料仓等组成。
2单螺杆结构
一般螺杆分为三段即加料段,压缩段,均化段。 加料段——底经较小,主要作用是输送原料给后段,因此主要是输送能力问题,参数(L1,h1),h1=(0.12-0.14)D。压缩段——底经变化,主要作用是压实、熔融物料,建立压力。参数压缩比ε=h1/h3及L2。准确应以渐变度A=(h1-h3)/L2。均化段(计量段)——将压缩段已熔物料定量定温地挤到螺杆前端、参数(L3,h3),h3=(0.05-0.07)D。对整条螺杆而言,参数L/D-长径比L/D利弊:L/D与转速n,是螺杆塑化能力及效果的重要因素,L/D大则物料在机筒里停留时间长,有利于塑化,同时压力流、漏流减少,提高了塑化能力,同时对温度分布要求较高的物料有利,但大之后,对制造装配使用上又有负面影响,一般L/D为(18~20),但目前有加大的趋势。其它螺距S,螺旋升角φ=πDtgφ,一般D=S,则φ=17°40′。φ对塑化能力有影响,一般来说φ大一些则输送速度快一些,因此,物料形状不同,其φ也有变化。粉料可取φ=25°左右,圆柱料φ=17°左右,方块料φ=15°左右,但φ的不同,对加工而言,也比较困难,所以一般φ取17°40′。棱宽e,对粘度小的物料而言,e尽量取大一些,太小易漏流,但太大会增加动力消耗,易过热,e=(0.08~0.12)D。总而言之,在目前情况下,因缺乏必要的试验手段,对螺杆的设计并没有完整的设计手段。大部分都要根据不同的物料性质,凭经验制订参数以满足不同的需要,各厂大致都一样。
3单螺杆造粒机特点
1.单螺杆造粒机具有集密炼、提送、喂料、挤出、风冷热切粒、风送冷却于一体,实现自动化连续作业,这样的单螺杆造粒机生产效率高;
2.单螺杆造粒机具有密炼、喂料及挤出段可根据客户选择采用电加热或蒸汽加热或热油循环加热技术,应其温度控制要求,根据要生产的不同的材料,对温度的要求也是不一样的。
3.混炼机采用“四棱同步耐磨混炼室”的技术 ,效率高,耗能低,塑化充分,分散均匀;
4.喂料装置采用本公司*的技术 ,可对混炼物料进行辅助混炼,并对单螺杆挤出机进行强制喂料,提高造粒效率和品质;
5.双锥螺杆和单螺杆的驱动均采用交流变频技术,可适应各种工艺技术要求;
6.机头前部采用液压快速换网装置,省时省力,又环保;
7.造粒机采用旋转式刀盘和微调装置,进行风冷式热切粒;
8.粒料的冷却采用旋风分离器输送及滚筒式冷却机或圆盘式振动筛;
9.电控系统采用PLC、可视界面与变频技术,实现全程自动化控制。
4使用范围
单螺杆挤出机组主要用于橡塑和工程树脂的填充、共混、改性、增加、氯化、聚丙烯和高吸水性树脂的加工;可降解母粒、聚酰胺缩聚、聚氨脂加聚反应的挤出;碳粉、磁粉的造粒,电缆用绝缘料、护套料、低烟无卤阻燃型PVC电缆料及各种硅烷交联料的制备等,小机型主要用于科研和教学
5生产工艺
生产流程物料经过自动提升机将经过密炼后的物料送入双锥喂料机,锥双将物料强制均匀加入主机螺杆,物料在螺杆的压缩与剪切和外加热的作用下,物料受到混炼和塑化。温度和压力逐步升高,呈现出粘流状态,并以一定的压力通过机头、挤出切粒,后得到所需形状的粒子。密炼机----提升机------锥双喂料机---------单螺杆造粒机-------- -对吹热切机头-----一级旋风分离器---------二级旋风分离器-------加长风冷振动筛------成品料仓
6注意事项
1、 严禁无关人员和设备操作员交谈,只准单人操作电控面板上的按钮指令.
2、 定期检测电线电路的绝缘效果,时刻注意机器警示牌上的警告内容。
3、 配电柜未断电前,严禁非专业人员打开柜门;严禁在切粒机*静止前调整刀具.
4、 活动部位及料斗堵塞时,切勿用手或铁棍,而只能用塑料棍去小心处理。
5、 接触高温部位时,小心烫伤;捏合机工作时,严禁工作人员上半身伸入桶内探视或扒料.
6、 工作中如停电应对各电机电路切断并及时清理完机内存料,物料碳化后影响下次生产.
7、 机器出现故障时,要在时间内停止机器运作,不得自行主张。并通知和等待机修人员来排查维修或电话指导维修。
8、 防止一切的因素导致机器损坏和工伤事故的发生。
单螺杆的挤出原理
单螺杆一般在有效长度上分为三段,按螺杆直径大小 螺距 螺深确定三段有效长度,一般按各占三分之一划分。
料口后一道螺纹开始叫输送段:物料在此处要求不能塑化,但要预热、受压挤实,过去老挤出理论认为此处物料是松散体,后来通过证明此处物料实际是固体塞,就是说这里物料受挤压后是一固体象塞子一样,因此只要完成输送任务就是它的功能了。
第二段叫压缩段,此时螺槽体积由大逐渐变小,并且温度要达到物料塑化程度,此处产生压缩由输送段三,在这里压缩到一,这叫螺杆的压缩比--3:1,有的机器也有变化,完成塑化的物料进入到第三段。
第三段是计量段,此处物料保持塑化温度,只是象计量泵那样准确、定量输送熔体物料,以供给机头,此时温度不能低于塑化温度,一般略高点。
参考资料
参考资料编辑区域