





西门子FM452电子凸轮控制器
SIMATIC S7-400,凸轮控制器 FM 452,电子 包括项目组态包 在 CD 上
SIMATIC S7-400
西门子S7-400 PLC是用于中、高档性能范围的可编程序控制器。SIMATIC S7-400PLC的主要特色为:*的处理速度、强大的通讯性能和的CPU资源裕量。
当PLC投入运行后,其工作过程一般分为三个阶段,即输入采样、用户程序执行和输出刷新三个阶段。完成上述三个阶段称作一个扫描周期。在整个运行期间,PLC的CPU以一定的扫描速度重复执行上述三个阶段。===========================================
(SIEMENS)上海非俗工控自动化设备有限公司(西门子分销商)
颜家钊(销售工程师)185 7050 2115 (24小时)
公司常年备货,以诚信为公司的经营理念,以品质来取得客户的认可,假一罚十,欢迎广大客户。==================================================
产品应用
SIMATIC S7-400是用于中、高档性能范围的可编程序控制器。
模块化及无风扇的设计,坚固耐用,容易扩展和广泛的通讯能力,容易实现的分布式结构以及用户友好的操作使SIMATIC S7-400成为中、高档性能控制领域中的理想解决方案。
SIMATIC S7-400的应用领域包括:
通用机械工程 汽车工业 立体仓库 机床与工具 过程控制 | 控制技术与仪表 纺织机械 包装机械 控制设备制造 机械 |
功能逐步升级的多种级别的CPU,带有各种用户友好功能的种类齐全的功能模板,使用户能够构成的解决方案,满足自动化的任务要求。
当控制任务变得更加复杂时,任何时候控制系统都可以逐步升级,而不多的添加额外的模板。
西门子PLC模块FM452 销售订货号:
6ES7452-1AH00-0AE0
6ES7452-1AH00-OAEO
6ES7452-1AHOO-OAEO
西门子PLC模块FM452 产品简介:
产品应用:
高速FM452电子凸轮控制器模板式一个经济型解决方案,即使在低端性能范围内可以使用的机械凸轮控制器。
例如,它可应用在传送带: FM 452 通过光栅捕获部件的位置,并通过控制命令执行动作(例如:钻、磨等)。
用于过程自动化。
产品设计:
满足FM 452特性控制器必须具有以下部件:
FM 452:通过设定输出端,执行与位置有关的控制命令。
S7-400 CPU:用于顺序控制;监控动作的起/停控制。
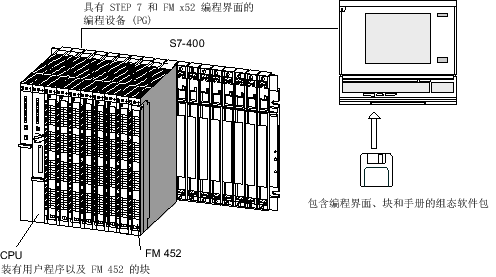
编程器:用于编写STEP 7程序。
通过STEP 7用参数表格对FM 452进行参数赋值。
用于测试和启动。
操作员面板:对机床进行操作员控制和视;用于故障诊断。
产品功能:
可组态的凸轮数量:
根据编程,可以有 16、32、64 或 128 个凸轮。
可以**任何凸轮轨迹。
32 个凸轮轨迹,其中 16 个直接在本机数字量输出上运行
可组态的凸轮特性:
凸轮可以定义为路径凸轮、路径-时间凸轮或时间凸轮。 可以按照方向对其设置参数(正向/反向)。 轨迹输出 “0”和“1”可以被参数化为计数器凸轮轨迹,而轨迹输出“2”可以被参数化为制动器凸轮轨迹。
特殊功能
长度测量
设置参考点
设定实际值
运行中设定实际值
零点偏移
改变凸轮边缘
仿真模式
运行模式
FM 452高速电子凸轮控制器通过编码器捕获部件位置,然后通过控制命令启动动作。
当机械数据和凸轮数据传送后,FM 452可自己独立运行。 CPU与FM 452之间只交换控制信号和回检信号。
电子凸轮具有*的工作速度:
16个数字量输出,用于凸轮轨迹:
用于向过程快速传输控制信号
每个凸轮随速度动态转换:
自动补偿连接执行器时的死区时间
被控机械可以直接连接到模块。 电流消耗大的执行机构才需要控制继电器。
FM 452 功能模块是用于集成在 S7-400 自动化系统中的单通道电子凸轮控制器。 它支持旋转轴和线性轴。 该模块支持接近开关以及用于位置反馈的增量编码器或编码器 (SSI)。 在从站模式下运行时,FM 452 可以监编码器的 SSI 帧。
可以编程多达 128 个位置凸轮或计时凸轮,这些凸轮可根据需要分配给 32 个凸轮轨迹。 前 16 个凸轮轨迹在模块的数字输出端上输出。 有关凸轮控制的功能和设置的信息,请参考下一章。
可以同时运行多个 FM 452 站。 该模块也支持与其它 FM/CP 模块的组合。 一个典型的应用是该模块与 FM 451 定位模块的组合使用。
电子凸轮控制的组件:
下图显示了电子凸轮控制的组件。 下面将对其进行简要描述。
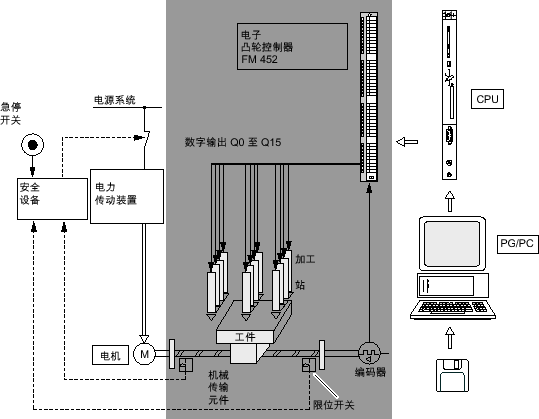
图片: 电子凸轮控制
电力传动装置和安全系统
电机由电力传动装置控制。 例如,电力传动装置可能包括由 FM 451 定位模块进行控制的保护电路。
如果安全系统作出响应,电力传动装置会将电机关闭(急停或限位开关)。
电机
电机驱动轴,并由电力传动装置控制。
FM 452 电子凸轮控制器
电子凸轮控制器根据编码器信号确定轴的实际位置值。 它会计算与通过的距离成正比的编码器信号的值(例如,通过脉冲计数)。 电子凸轮控制器将根据实际位置值设置或复位数字输出(“凸轮”)。 处理站由数字输出端的信号控制。
编码器
编码器返回位置和方向数据。
CPU
CPU 执行用户程序。 用户程序与模块之间通过功能调用交换数据和信号。
PG/PC
通过 PG 或 PC 对电子凸轮控制器进行编程和参数分配。
编程: 您可以使用编程界面或参数 DB 对 FM 452 进行编程。
编程: 您可以使用能够直接集成到用户程序中的功能对 FM 452 进行编程。
测试和调试: 您可以使用编程界面(也用于终启动系统)对 FM 452 进行测试。
硬件安装和接线:
在本部分中,您将在 S7-400 中安装 FM 452 并为前连接器接线。
步骤 | 操作 | ✓ |
|---|---|---|
1 | 安装 FM 452(请参见“安装和拆除 FM 452”一章) 将模块插入一个空闲插槽中。 |
⃞ |
2 | 为 FM 452 接线(请参见“对 FM 452 接线”一章) 为 FM 452 的前连接器接线:
|
⃞ |
3 | 检查安全相关限位开关 检查下列开关的功能:
|
⃞ |
4 | 前连接器 前连接器必须稳固就位。 |
⃞ |
5 | 检查电缆的屏蔽。 | ⃞ |
6 | 接通电源 将 CPU 切换为 STOP(安全状态)。 接通 FM 452 的 24 V 电源。 |
⃞ ⃞ |
建立项目
现在,在 STEP 7 中设置项目。
下面介绍 SIMATIC Manager 中的相应步骤(不借助向导)。
步骤 | 操作 | ✓ |
|---|---|---|
1 | 安装参数分配界面(如果尚未安装)。 | ⃞ |
2 | 选择文件 > 新建 (File > New) 在 SIMATIC Manager 中创建新项目。 | ⃞ |
3 | 在项目中添加一个站点(“插入”(Insert) >“站点”(Station))。 | ⃞ |
4 | 选择该站点,双击“硬件”(Hardware),打开“HW Config”组态界面。 | ⃞ |
5 | 在机架中输入硬件配置,其中包括:
|
⃞ |
6 | 将该硬件配置保存到 HW Config(站 > 保存 (Station > Save))。 | ⃞ |
使用参数分配界面分配参数
在调试模块时,使用参数分配界面分配模块参数。 请遵守以下顺序:
步骤 | 操作 | ✓ |
|---|---|---|
1 | 选择机架中含有 FM 452 模块的层。 | ⃞ |
2 | 接着双击该条目打开 FM 452 的参数分配界面。 | ⃞ |
3 | 可通过选择文件 > 属性 (File > Properties) 更改以下设置:
| ⃞ |
4 | 在方框图中,可以选择“轴”(Axis)、“编码器”(Encoders)、“凸轮”(Cams)、“轨迹”(Tracks) 和“中断启用”(Interrupt Enable) 对话框,并设置相关的参数。 | ⃞ |
5 | 使用“文件 > 保存”(File > Save) 保存参数分配。 | ⃞ |
6 | 通过选择“文件 > 退出”(File > Exit) 关闭参数分配界面。 | ⃞ |
7 | 在 HW Config 中使用“站点 > 保存并编译”(Station > Save and Compile),保存硬件配置。 | ⃞ |
8 | 在线连接到 CPU,并将硬件配置下至 CPU。 每次从 STOP 转换到 RUN 时,都会向 FM 452 传送此数据。 | ⃞ |
9 | 选择“测试”(Test) >“调试”(Commissioning)。 | ⃞ |
测试和调试
此时您可以测试输入和更改。
步骤 | 操作 | ✓ |
|---|---|---|
1 | 要测试调试数据,请选择测试 > 调试 (Test > Commission)、测试 > 服务 (Test > Service) 和测试 > 错误评估 (Test > Error Evaluation) 对话框。 | ⃞ |
2 | 您可以在“测试 > 调试”(Test > Commissioning) 界面中更改错误的机器数据。 在 CPU 再次从 STOP 转换到 RUN 之前,这些更改始终有效。 | ⃞ |
3 | 可以通过重复上述顺序的步骤 7 到 9 将修正的机器数据保存到 CPU。 | ⃞ |
轴同步和切换特性的测试步骤
使用以下测试验证 FM 452 参数分配。
步骤 | 操作 | ✓ | |
|---|---|---|---|
1 | 同步轴 | ||
|
| ⃞ | |
检查轴的实际状态。物理位置必须与显示的值输出匹配。 | ⃞ | ||
2 | 检查所分配的输出凸轮和轨迹的切换特性。
| ⃞ | |
3 | 根据应用测试其它设置
| ⃞ | |
准备编程
您仍需要创建项目中所需的块。
步骤 | 操作 | ✓ |
|---|---|---|
1 | 在 SIMATIC Manager 中选择 FMX52LIB 库(“文件”(File) >“打开”(Open) >“库”(Libraries))。 | ⃞ |
2 | 将 FC0 和 FC1 功能以及通道 DB 模板 UDT1 从库复制到块容器中。 | ⃞ |
3 | 为每个模块创建通道 DB(基于 UDT1 模板)。 | ⃞ |
4 | 如果您要使用编程诊断评估,请复制 FC2 和 UDT2 并为每个模块创建一个诊断 DB。 | ⃞ |
5 | 如果需要通过硬件中断进行长度测量或沿检测,请复制 FC3。 | ⃞ |
6 | 要在用户程序中写入和读取机器数据,您需要用于 16 个输出凸轮的 UDT3、用于 32 个输出凸轮的 UDT4、用于 64 个输出凸轮的 UDT5 或用于 128 个输出凸轮的 UDT6。 | ⃞ |
准备通道 DB
步骤 | 操作 | ✓ |
|---|---|---|
1 | 打开通道 DB。 | ⃞ |
2 | 确保 MOD_ADDR 参数中已输入模块地址(请参见对 FM 452 编程的基础内容部分)。 | ⃞ |
3 | 保存通道 DB(“文件 > 保存”(File > Save))。 | ⃞ |
准备诊断 DB
步骤 | 操作 | ✓ |
|---|---|---|
1 | 打开诊断 DB。 | ⃞ |
2 | 确保 MOD_ADDR 参数中已输入模块地址(请参见对 FM 452 编程的基础内容部分)。 | ⃞ |
3 | 保存诊断 DB(“文件 > 保存”(File > Save))。 | ⃞ |
实现功能
步骤 | 操作 | ✓ |
|---|---|---|
1 | 在用户程序中集成所需功能。 | ⃞ |
将块下至 CPU
步骤 | 操作 | ✓ |
|---|---|---|
1 | 在 SIMATIC Manager 中选择块,然后使用 PLC > 下到 CPU (PLC > Download to CPU) 下这些块。 | ⃞ |
凸轮类型的属性:
可以将用于操作的每个凸轮分配为基于位置的凸轮或基于时间的凸轮。
下表对两种凸轮类型的属性进行了比较。
列表: 两种凸轮类型的定义和切换
基于位置的凸轮 | 基于时间的凸轮 | |
|---|---|---|
表示 |
|
|
参数分配 | 将分配下列参数:
| 将分配下列参数:
|
有效方向 | 支持两个有效方向:
可以同时激活两个有效方向。 | 支持两个有效方向:
可以同时激活两个有效方向。 |
启用 | 凸轮被激活:
| 凸轮被激活:
凸轮激活后,会经过完整的凸轮激活时间(即使凸轮激活后轴的运动方向发生改变)。如果在凸轮激活时间内再次经过其起始位置,则不重新触发凸轮。 |
禁用 | 如果满足下列条件,则凸轮被禁用:
| 凸轮在分配的时间到期后被禁用,也就是,激活时间无法重新激活。 |
路径长度 | 凸轮的路径长度由其起始位置和结束位置定义。 凸轮的起始和结束位置属于凸轮的活动部分。 | 凸轮的路径长度由凸轮激活时间内的轴速度决定。 |
打开周期 | 凸轮的打开周期由轴经过凸轮路径长度时的速度决定。 | 凸轮的打开周期通过激活时间分配。 |

方向检测
如下决定轴运动的方向:
在增量编码器发出每个脉冲时。
通过 SSI 编码器的每个无错帧。
反凸轮
如果凸轮的起始点大于结束点,就产生了反凸轮。 下表显示了带有线性轴和旋转轴的反凸轮的作用。
具有线性轴的反凸轮 | 具有旋转轴的反凸轮 |
|---|---|
|
|
凸轮起始点 (NA) 大于凸轮结束点 (NE)。 | 凸轮起始点 (NA) 比凸轮结束点 (NE) 更接近正向。 |
对于这两种轴类型,凸轮起始点和凸轮结束点之间都必须始终保持至少 4 个脉冲的间隔。 | |


优势价格、现货销售:西门子PLC模块FM452
西门子中国总代理商 西门子PLC一级代理商 西门子中国代理商 西门子一级代理商 西门子变频器一级代理商 西门子模块一级代理商
承诺一:1、保证全新*
承诺二:2、保证安全准时发货
承诺三:3、保证售后服务质量
流程一:1、客户确认所需采购产品型号
流程二:2、我方会根据询价单型号查询价格以及交货期,拟一份详细正规报价单
流程三:3,客户收到报价单并确认型号无误后订购产品
流程四:4、报价单负责人根据客户提供型号以及数量拟份销售合同
流程五:5、客户收到合同查阅同意后盖章回传并按照合同销售额汇款到公司账号
流程六:6、我公司财务查到款后,业务员安排发货并通知客户跟踪运单














