





西门子SM432模拟量模块
SIMATIC S7-400,凸轮控制器 FM 452,电子 包括项目组态包 在 CD 上
SIMATIC S7-400
西门子S7-400 PLC是用于中、档性能范围的可编程序控制器。SIMATIC S7-400PLC的主要特色为:极的处理速度、强大的通讯性能和的CPU资源裕量。

===========================================
(SIEMENS)上海非俗工控自动化设备有限公司(西门子分销商)
颜家钊(销售工程师)185 7050 2115 (24小时)
公司常年备货,以诚信为公司的经营理念,以品质来取得客户的认可,假一罚十,欢迎广大客户。
===================================================
凸轮类型的属性:
可以将用于操作的每个凸轮分配为基于位置的凸轮或基于时间的凸轮。
下表对两种凸轮类型的属性进行了比较。
列表: 两种凸轮类型的定义和切换
基于位置的凸轮 | 基于时间的凸轮 | |
|---|---|---|
表示 |
|
|
参数分配 | 将分配下列参数:
| 将分配下列参数:
|
有效方向 | 支持两个有效方向:
可以同时激活两个有效方向。 | 支持两个有效方向:
可以同时激活两个有效方向。 |
启用 | 凸轮被激活:
| 凸轮被激活:
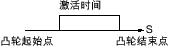
凸轮激活后,会经过完整的凸轮激活时间(即使凸轮激活后轴的运动方向发生改变)。如果在凸轮激活时间内再次经过其起始位置,则不重新触发凸轮。 |
禁用 | 如果满足下列条件,则凸轮被禁用:
| 凸轮在分配的时间到期后被禁用,也就是,激活时间无法重新激活。 |
路径长度 | 凸轮的路径长度由其起始位置和结束位置定义。 凸轮的起始和结束位置属于凸轮的活动部分。 | 凸轮的路径长度由凸轮激活时间内的轴速度决定。 |
打开周期 | 凸轮的打开周期由轴经过凸轮路径长度时的速度决定。 | 凸轮的打开周期通过激活时间分配。 |

方向检测
如下决定轴运动的方向:
在增量编码器发出每个脉冲时。
通过 SSI 编码器的每个无错帧。
反凸轮
如果凸轮的起始点大于结束点,就产生了反凸轮。 下表显示了带有线性轴和旋转轴的反凸轮的作用。
具有线性轴的反凸轮 | 具有旋转轴的反凸轮 |
|---|---|
|
|
凸轮起始点 (NA) 大于凸轮结束点 (NE)。 | 凸轮起始点 (NA) 比凸轮结束点 (NE) 更接近正向。 |
对于这两种轴类型,凸轮起始点和凸轮结束点之间都必须始终保持至少 4 个脉冲的间隔。 | |


优势价格、现货销售:西门子PLC模块FM452

FM 450-1是实现简计数任务的单通道计数器模板。可在SIMATIC S7-400中使用。
应用包括:
装配和装卸设备
塑料机械
机械制造
造纸机械
纺织机械
包装机械
Design
通过FM 450-1为编码器提供电源。
该模板具有下列机械特性:
设计紧凑:
坚固的塑料机壳里包括:故障指示灯(INTF/EXTF)
指示计数器的运行(CR)和计数方向(DIR)的指示灯
数字量输入和输出模块用的指示灯
信号模板上的前连接器
前盖上的标签区。
安装方便:
把模块简单地安装在机架上并用螺丝拧紧。通过前连接器上的编码元件使之适配。用户友好的接线:
通过插入式前连接器来对模板接线。*次插入时,模块上的编码元件与之啮合,这样该连接器以后只能插入同类型的模块。更换模块时,对于新的同类型模块,可原封不动保持前连接器的接线状态。
组态软件包
组态所需的组态软件包包括:
手册
参数赋值的屏幕格式
与CPU进行数据交换的标准功能块
Functions
该模板通过下列方式减轻CPU的负担:
每个通道可以直接连接一个增量编码器
通过集成数字量输入直接连接门控信号(光栅等)
通过集成数字输出模块实现比较功能和响应输出
功能如下:
2 个通道用于增计数或减计数;各 32 位
计数频率达 500 kHz (用于 RS422 编码器)
计数范围 0 至 32 位或 ±31 位,根据要求设置
单次或周期计数
单倍、双倍或四倍
可以连接到增量编码器;例如起动器,24V编码器或RS422编码器(5V)
用电平进行门控
通过数字输入进行设置
可用预先设定的起始值装载计数器
通过两个用户可定义的参考值进行比较
当达到参考值、过零或超范围运行(可以选择)时作出中断响应
由比较功能控制的输出信号(24V 电平):可选择脉冲宽度,或者从比较值到计数极限值的连续信号。
标准功能块
CNT_CTRL (FC 0) | 控制 FM 450-1 计数器 |
DIAG_INF (FC 1) | 用于提供 FM 450-1 的诊断信息 |
运行模式
在直接可连接的门控信号控制下,FM 450-1 计数器能够按照 500 kHz 的频率检测增量编码器所发的脉冲。它分析脉冲方向,并且在各个通道上独立地将各自实际值与两个可以规定的比较值进行比较。
通过两种方式对过程输出响应:
数字量输出:
可以通过一个公用寄存器来选择数字输出的小脉冲或电平转换。底板总线:
FM 450-1 可通过集成底板总线向 CPU 发送中断信号。
S7-400F/FH
故障安全型 S7-400F/FH 自动化系统可根据需求进行不同配置:
单通道、单侧 I/O,用于 S7-400F
工厂需要使用故障安全型控制器。无需容错。需要下列部件:
1 个 CPU 414-4H/417-4H,含 F-Runtime 许可证。
1 条 PROFIBUS DP 总线。
带有 IM 153-2 的 ET 200M。
故障安全信号模块,采用非冗余设计。
发生故障时,I/O 不再可用。故障安全信号模块被禁用。
单通道、切换式 I/O,用于 S7-400FH
工厂需要使用故障安全型控制器。CPU 侧需要有容错功能。需要下列部件:
2 个 CPU 414-4H/417-4H,含 F-Runtime 许可证。
2 条 PROFIBUS DP 总线。
1 个 ET 200M ,带 2 个 IM 153-2(冗余)。
故障安全信号模块,采用非冗余设计。
若 CPU、IM 153-2 或 PROFIBUS DP 总线出现故障,控制器仍保持可用。在故障安全信号模块或 ET 200M 出现故障时,I/O 不再可用。故障安全信号模块被禁用。
冗余、切换式 I/O,用于 S7-400FH
工厂需要使用故障安全型控制器。CPU 侧和 I/O 侧需要容错功能。需要下列部件:
2 个 CPU 414-4H/417-4H,含 F-Runtime 许可证。
2 条 PROFIBUS DP 总线。
2 个 ET 200M,带 2 个 IM 153-2(冗余)。
故障安全信号模块,冗余设计。
在 CPU、IM 153-2 或 PROFIBUS DP 总线、故障安全信号模块或 ET 200M 出现故障时,控制器仍保持可用。
在 S7-400F/FH 自动化系统中,也可以使用标准模块。这些设备不能与故障安全模块在同一个 ET 200M 中一起使用。
通信
*控制器和 ET 200M 之间的安全相关通信和标准通信是通过 PROFIBUS DP 实现的。通过专门开发的 PROFIBUS 行规 PROFIsafe,可在标准数据报文中传输与安全功能相关的用户数据。无需附加的硬件组件,如安全总线。所需的软件既可以作为操作系统的扩展功能集成在硬件组件中,也可作为经过认证的软件块装载到 CPU 中。
带有隔离模块的安全等级
在 ET 200M 中隔离模块具有以下优点:
可以使用铜质总线电缆来建立 PROFIBUS DP 总线。没有必要使用光纤电缆。
每个 IM 153-x 都可以使用。
在一个 ET 200M 中,可以混合使用安全模式下的故障安全信号模块和 S7-300 标准模块。
若需要取得安全等级 SIL 2,则无需使用隔离模块。
SIMATIC S7-300 PLC S7-300是模块化小型PLC系统,能满足中等性能要求的应用。各种单独 西门子PLC之S7家族
西门子PLC之S7家族
的模块之间可进行广泛组合构成不同要求的系统。与S7-200 PLC比较,S7-300 PLC采用模块化结构,具备速(0.6~0.1μs)的指令运算速度;用浮点数运算比较有效地实现了更为复杂的算术运算;一个带标准用户接口的软件工具方便用户给所有模块进行参数赋值;方便的人机界面服务已经集成在S7-300操作系统内,人机对话的编程要求大大减少。SIMATIC人机界面(HMI)从S7-300中取得数据,S7-300按用户的刷新速度传送这些数据。S7-300操作系统自动地处理数据的传送;CPU的智能化的诊断系统连续监控系统的功能是否正常、记录错误和特殊系统事件(例如:超时,模块更换,等等);多级口令保护可以使用户度、有效地保护其技术机密,防止未经允许的复制和修改;S7-300 PLC设有操作方式选择开关,操作方式选择开关像匙一样可以拔出,当匙拔出时,就不能改变操作方式,这样就可防止非法删除或改写用户程序。具备强大的通信功能,S7-300 PLC可通过编程软件Step 7的用户界面提供通信组态功能,这使得组态非常容易、简单。S7-300 PLC具有多种不同的通信接口,并通过多种通信处理器来连接AS-I总线接口和工业以太网总线系统;串行通信处理器用来连接点到点的通信系统;多点接口(MPI)集成在CPU中,用于同时连接编程器、PC机、人机界面系统及其他SIMATIC S7/M7/C7等自动化控制系统。
3. SIMATIC S7-400 PLC S7-400 PLC是用于中、档性能范围的可编程序控制器。 S7-400 PLC采用模块化无风扇的设计,可靠耐用,同时可以选用多种级别(功能逐步升级)的CPU,并配有多种通用功能的模板,这使用户能根据需要组合成不同的系统。当控制系统规模扩大或升级时,只要适当地增加一些模板,便能使系统升级和充分满足需要。
工作原理
编辑
当PLC投入运行后,其工作过程一般分为三个阶段,即输入采样、用户程序执行和输出刷新三个阶段。完成上述三个阶段称作一个扫描周期。在整个运行期间,PLC的CPU以一定的扫描速度重复执行上述三个阶段。
输入采样
在输入采样阶段,PLC以扫描方式依次地读入所有输入状态和数据,并将它们存入I/O映象区中的相应得单元内。输入采样结束后,转入用户程序执行和输出刷新阶段。在这两个阶段中,即使输入状态和数据发生变化,I/O映象区中的相应单元的状态和数据也不会改变。因此,如果输入是脉冲信号,则该脉冲信号的宽度必须大于一个扫描周期,才能保证在任何情况下,该输入均能被读入。
用户程序执行
在用户程序执行阶段,PLC总是按由上而下的顺序依次地扫描用户程序(梯形图)。在扫描每一条梯形图时,又总是先扫描梯形图左边的由各触点构成的控制线路,并按先左后右、先上后下的顺序对由触点构成的控制线路进行逻辑运算,然后根据逻辑运算的结果,刷新该逻辑线圈在系统RAM存储区中对应位的状态;或者刷新该输出线圈在I/O映象区中对应位的状态;或者确定是否要执行该梯形图所规定的特殊功能指令。
即,在用户程序执行过程中,只有输入点在I/O映象区内的状态和数据不会发生变化,而其他输出点和软设备在I/O映象区或系统RAM存储区内的状态和数据都有可能发生变化,而且排在上面的梯形图,其程序执行结果会对排在下面的凡是用到这些线圈或数据的梯形图起作用;相反,排在下面的梯形图,其被刷新的逻辑线圈的状态或数据只能到下一个扫描周期才能对排在其上面的程序起作用。
输出刷新
当扫描用户程序结束后,PLC就进入输出刷新阶段。在此期间,CPU按照I/O映象区内对应的状态和数据刷新所有的输出锁存电路,再经输出电路驱动相应的外设。这时,才是PLC的真正输出。
同样的若干条梯形图,其排列次序不同,执行的结果也不同。另外,采用扫描用户程序的运行结果与继电器控制装置的硬逻辑并行运行的结果有所区别。当然,如果扫描周期所占用的时间对整个运行来说可以忽略,那么二者之间就没有什么区别了。

保养
设备定期测试、调整
(1) 每半年或季度检查PLC柜中接线端子的连接情况,若发现松动的地方及时重新坚固连接;
(2) 对柜中给主机供电的电源每月重新测量工作电压;
设备定期清扫
(1) 每六个月或季度对PLC进行清扫,切断给PLC供电的电源把电源机架、CPU主板及输入/输出板依次拆下,进行吹扫、清扫后再依次原位安装好,将全部连接恢复后送电并启动PLC主机。认真清扫PLC箱内卫生;
(2) 每三个月更换电源机架下方过滤网;
检修前准备
(1) 检修前准备好工具;
(2) 为保障元件的功能不出故障及模板不损坏,必须用保护装置及认真作防静电准备工作;
(3) 检修前与调度和操作工好,需挂检修牌处挂好检修牌;
设备拆装顺序及方法
(1) 停机检修,必须两个人以上监护操作;
(2) 把CPU前面板上的方式选择开关从“运行”转到“停”位置;
(3) 关闭PLC供电的总电源,然后关闭其它给模坂供电的电源;
(4) 把与电源架相连的电源线记清线号及连接位置后拆下,然后拆下电源机架与机柜相连的螺丝,电源机架就可拆下;
(5) CPU主板及I/0板可在旋转模板下方的螺丝后拆下;
(6) 安装时以相反顺序进行;
检修工艺及技术要求
(1) 测量电压时,要用数字电压表或精度为1%的*表测量
(2)电源机架,CPU主板都只能在主电源切断时取下;
(3) 在RAM模块从CPU取下或插入CPU之前,要断开PC的电源,这样才能保证数据不混乱;
(4) 在取下RAM模块之前,检查一下模块电池是否正常工作,如果电池故障灯亮时取下模块RAM内容将丢失;
(5) 输入/输出板取下前也应先关掉总电源,但如果生产需要时I/0板也可在可编程控制器运行时取下,但CPU板上的QVZ(超时)灯亮;
(6) 拨插模板时,要格外小心,轻拿轻放,并运离产生静电的物品;
(7) 更换元件不得带电操作;
(8) 检修后模板安装一定要安插到位

西门子中国总代理商 西门子PLC一级代理商 西门子中国代理商 西门子一级代理商 西门子变频器一级代理商 西门子模块一级代理商
承诺一:1、保证全新*
承诺二:2、保证安全准时发货
承诺三:3、保证售后服务质量
流程一:1、客户确认所需采购产品型号
流程二:2、我方会根据询价单型号查询价格以及交货期,拟一份详细正规报价单
流程三:3,客户收到报价单并确认型号无误后订购产品
流程四:4、报价单负责人根据客户提供型号以及数量拟份销售合同
流程五:5、客户收到合同查阅同意后盖章回传并按照合同销售额汇款到公司账号
流程六:6、我公司财务查到款后,业务员安排发货并通知客户跟踪运单














