
南京塑料挤出机简介:
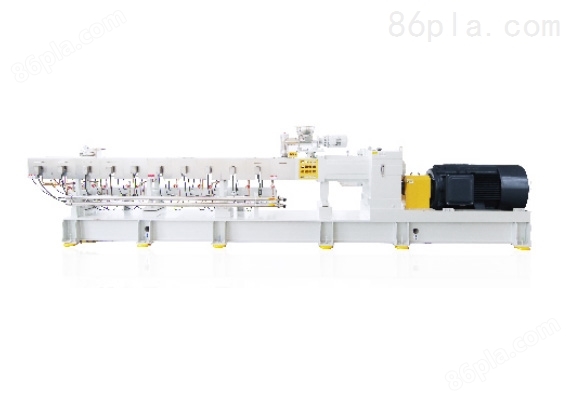
由传动装置、加料装置、料筒和螺杆等几个部分组成,各部件的作用与单螺杆挤出机相似,其结构如图1所示。与单螺杆挤出机的区别之处在于双螺杆挤出机中有两根平行的螺杆置于“∞” 形截面的料简中。
特点:配以相应的螺杆和辅机,可将各种热塑料特别是硬聚氯乙烯粉料直接挤出成管、板、片、膜及异型材等,也可完成对各种塑料的改性及粉料造粒过程。采用直流电机,可控硅无极调速,设有过载保护和故障报警、螺杆芯部油循环恒温、机筒油冷却,并装有真空排气管装置和定量喂料装置。
塑料双螺杆挤出机注意事项:
1、 必须按工艺要求对各加热区温控仪表进行参数设定。各段加热温度达到设 定值后,继续保温 ,同时进一步确认各段温控仪表和电磁阀(或冷却风 机)工作是否正常。
2、 必须先启动油泵再启动电机。
3、在不加料的情况下空转转速不能太高。
4、 以尽量低的转速开始喂料,并使喂料机与主机转速相匹配。
5、 待主机和主喂料系统运转正常,方可按工艺要求启动辅助喂料装置。
6、对于排气操作一般应在主机进入稳定运转状态后,再启动真空泵。
7、在料条出来之前不得站在口模正前方。
8、经常检查机头挤出料条是否稳定均匀,有无断条、口模孔眼阻塞、塑化不 良或过热变色等现象,机头料压指示是否正常稳定。华鸿解答
9、每次操作均应有操作记录。
保养:
1、每次套螺纹前应将板牙排屑槽内及螺纹内的切屑清除干净;
2、套螺纹前要检查圆杆直径大小和端部倒角;
3、套螺纹时切削扭矩很大,易损坏圆杆的已加工面,所以应使用硬木制的V型槽衬垫或用厚铜板作保护片来夹持工件。工件伸出钳口的长度,在不影响螺纹要求长度的前提下,应尽量短;
4、套螺纹时,板牙端面应与圆杆垂直,操作时用力要均匀。开始转动板牙时,要稍加压力,深圳挤出机,套入3~4牙后,可只转动而不加压,并经常反转,以便断屑;
5、在钢制圆杆上套螺纹时要加机油润滑。
















