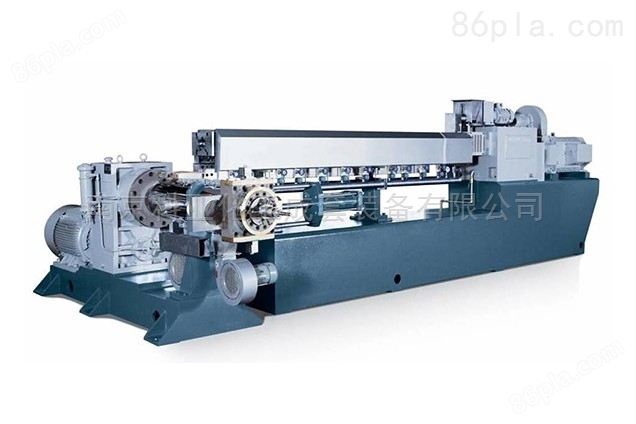
当前位置:南京科亚化工成套装备有限公司>>挤出机组>>HKY/SKY系列双阶挤出造粒机组>> HKY/SKY系列双阶水下造粒机


双阶水下造粒机启动前的准备工作:
1. 安装后第一次开机前,检查各连接螺栓是否锁紧。一次轮班后,再次检查连接部位;
2. 首先将辅机的模头加热,然后将其他温度区打开20 ~ 40分钟(由于模头尺寸较大);
3.辅机模头温升设置为180 ~ 200℃,另一个温升设置为200 ~ 250℃(温控仪闯红灯),保温30分钟;
4. 不允许任何金属物品进入进料口和排气口,以免落入螺杆筒造成不必要的损失。
5、保温时间足够后,用手转动主机/副主机的减速器皮带轮5圈以上,若能转动无卡滞现象,即可启动主机。
6. 分别启动主机、辅机、电机,观察转向是否正确。若倒转,可任意切换三相电源的两相(注:启动时间不超过10秒)
7. 当机器需要关闭每次生产后,材料的螺杆主机和辅机应推出,和机器头应立即打开空的剩余材料,以防止塑料硬化和到下一个生产带来困难。
8. 将冷却塑料线放入造粒机时注意安全,防止手意外受伤。
双阶水下造粒机日常维护保养重点:
1)经常检查使用原料的纯洁质量,不允许有沙粒,金属粉末等异物混入原料中进入机筒。
2)经常检查各润滑油部位,加注润滑油,轴承部位工作时温升不应超过50℃。
3) 机筒要有足够的恒温加热时间,不允许让原料低于工艺温度条件下开车生产。
4)螺杆工作时,要低速启动、工作一段时间,一切正常后再提高螺杆转速。
5)机筒内无原料时,不允许螺杆长时间空运转,螺杆空运转时间不许超过2-3MIN.
6)经常观察螺杆驱动电动机的电流表指针的摆动变化,如出现较长时间(允许瞬间超载)电动机超负荷工作,应立即停机,查找故障原因,故障排除后再继续生产。
7)机筒第一次加热至工艺温度后,要把机筒与机座的连接固定螺栓再拧紧一次。
8)安装模具和螺杆时,零件的接触面要清洁、无任何异物,紧固螺栓要涂一层硅油,以方便零件的拆卸。拆卸时不允许用重锤敲击零件表面、必要时应垫硬木,用锤敲击硬木拆卸零件。
注:清除机筒、螺杆和模具上的残料时,只能用竹质或铜质刀刷铲料,不许用钢质刀刮削黏料,更不允许用火烧烤来清理螺杆上的残料。