 塑料机械网
塑料机械网








详细介绍
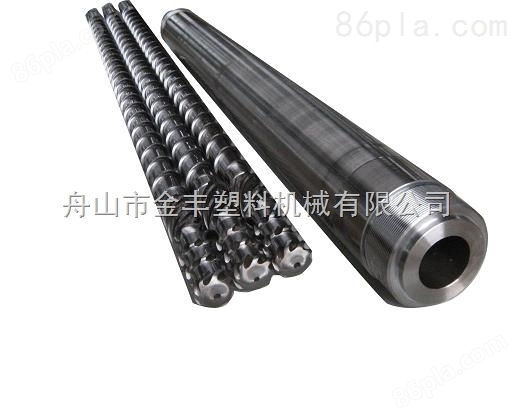
优质挤出机螺杆机筒简介:
操作环境,减少烧伤,烫坏等危险。成型现场:坚持舒服的温度。缩短成型操作时的待机时间,隔热节能作用:挤出机加热器动力(电力):节约20%-60%挤出机整体动力(电力):节约5%-15%挤塑现场凉气空调功率:zui大改进50%,节约空调费。
优质挤出机螺杆机筒维修:
①如果机筒内孔直径因磨损而变大,但还有一定厚度的渗氮层,这种情况下可对机筒内孔重新研磨。研磨后的机筒内孔直径要加大许多,这时,要按机筒内孔直径新尺寸重新配制螺杆。新螺杆螺旋外径的确定要按新修复后机简内孔直径尺寸加工,为了保证两零件的配合间隙。
②如果机筒内孔表面严重磨损,已经没有氮化层。对这种机筒的维修可采用的方法是:先在车床上车削机简内孔,去掉磨损后产生的粗糙表面,产生一个新的较大直径内孔直径,然后重新在内孔表面浇铸一层耐磨合金,厚度约为1-2mm,然后再进行机加工,研磨至原机筒内孔直径尺寸。
③如果磨损部位只是机筒前端(均化段),对这种机筒磨损的修复,可以将磨损严重段进行机加工,修整光滑,然后在此段配制一个氮化钢套,镶入内孔,再加工此钢套内孔至原机筒要求尺寸。
日常维护:
1、螺杆未达到预调温度时,切勿启动机器。
2、防止金属碎片及杂物落入料斗,若加工回收料,便需加上磁性料斗以防止铁屑等进入料筒。
3、使用防涎时要确定料筒内塑料*熔融,以免螺杆后退时损坏传动系统零件。
4、使用新塑料时,应把螺杆的余料清洗干净。
5、当熔融塑料温度正常但又不断发现熔融塑料出现黑点或变色时,应检查胶螺.
6、在加工时,尽量使物料塑化均匀,不要让金属异物混入料中,减少螺杆转动扭矩力。


 塑料机械网
塑料机械网