 您好, 欢迎来到塑料机械网
您好, 欢迎来到塑料机械网














产品简介
详细介绍
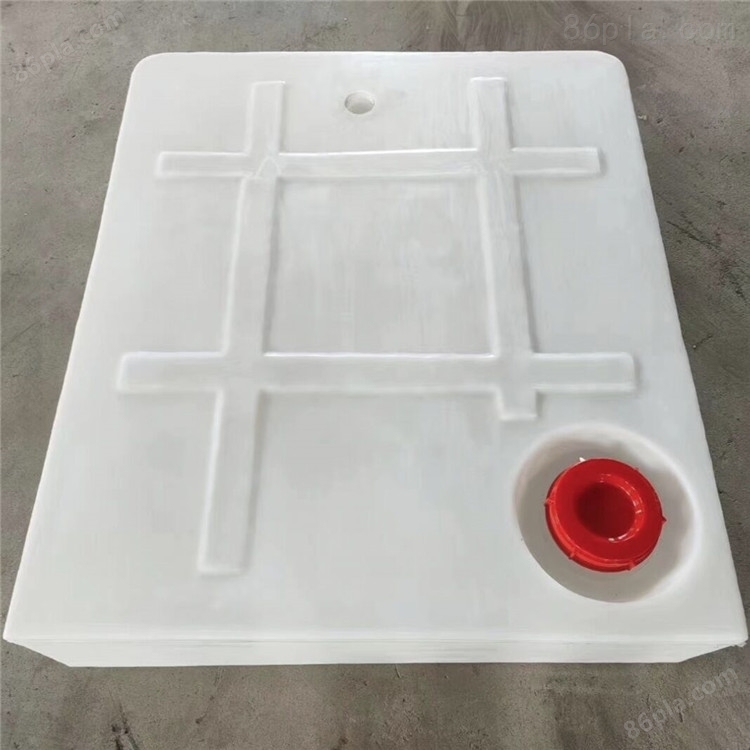
一次成型滚塑加工滚塑浮体的基本加工过程很简单 就 是 将 粉末状或液状聚合物放在模具里 加热 同 时 模 具 围绕 个 垂直轴旋转自转和公转,然后冷却成型。在加热阶段的初,如果用的是粉末状材料,则先在模具表面形成多孔层,然后随循环过程渐渐熔融,后形成均匀厚度的均相层;如果用的是液体材料,则先流动和涂覆在模具表面,当达到凝胶点时则*停止流动。
1.关于定制
我司可根据您提供的图纸或样品进行开模定制,可以按照您的要求改动及设计结构,为您建模整体三维效果图,并根据三维进行模具开模报价及产品吸塑时的报价,方便您对您产品整体的成本核算。
2.打样确定
待初步确定样式、尺寸、材质、价格等细节后,如客户要求,我们可以在开模制作。
3.购货合同
如无异议,双方便可签订购货合同(我公司备有合同样式),合同中将会详细标注产品信息、交货时间、验收标准、结算方式等细节。 开始生产不接受退款退货

一次成型滚塑加工滚塑浮体
1.分模面选择:选择在不影响滚塑制品表面质量之处,其结构形式以凹凸相配为宜,这样既能保证配合精度,又能防止模具产生变形和分模面出现漏料的现象.
2.圆角的选择:模具的转角处,应设计成:外圆角与内圆角成倍数关系,便于原料贴附模具,有利于制品成形,不至造成转角处或尖角处出现空洞.
3,出模角:滚塑制品在高温状态下具有一定的可塑性,因此出模角可以相对较小,甚至局部有小尺寸的倒勾也能出模,但如是大面积或很深的倒勾则必须将该部位做成侧开式结构.
4.滚塑模具壁厚的选择:太厚会使导热及散热不良,浪费能源和影响生产效率,太薄则使模具没有强度,易损坏.同时,模具壁厚不均匀还会造成滚塑制品的壁厚不均匀,所以应控制好磨具壁厚.

 塑料机械网
塑料机械网