注塑机 挤出机 造粒机 吹膜机 吹塑机 吹瓶机 成型机 吸塑机 滚塑机 管材生产线 板材生产线 型材生产线 片材生产线 发泡设备 塑料压延机

衡水启瑞机械有限公司

衡水启瑞机械有限公司
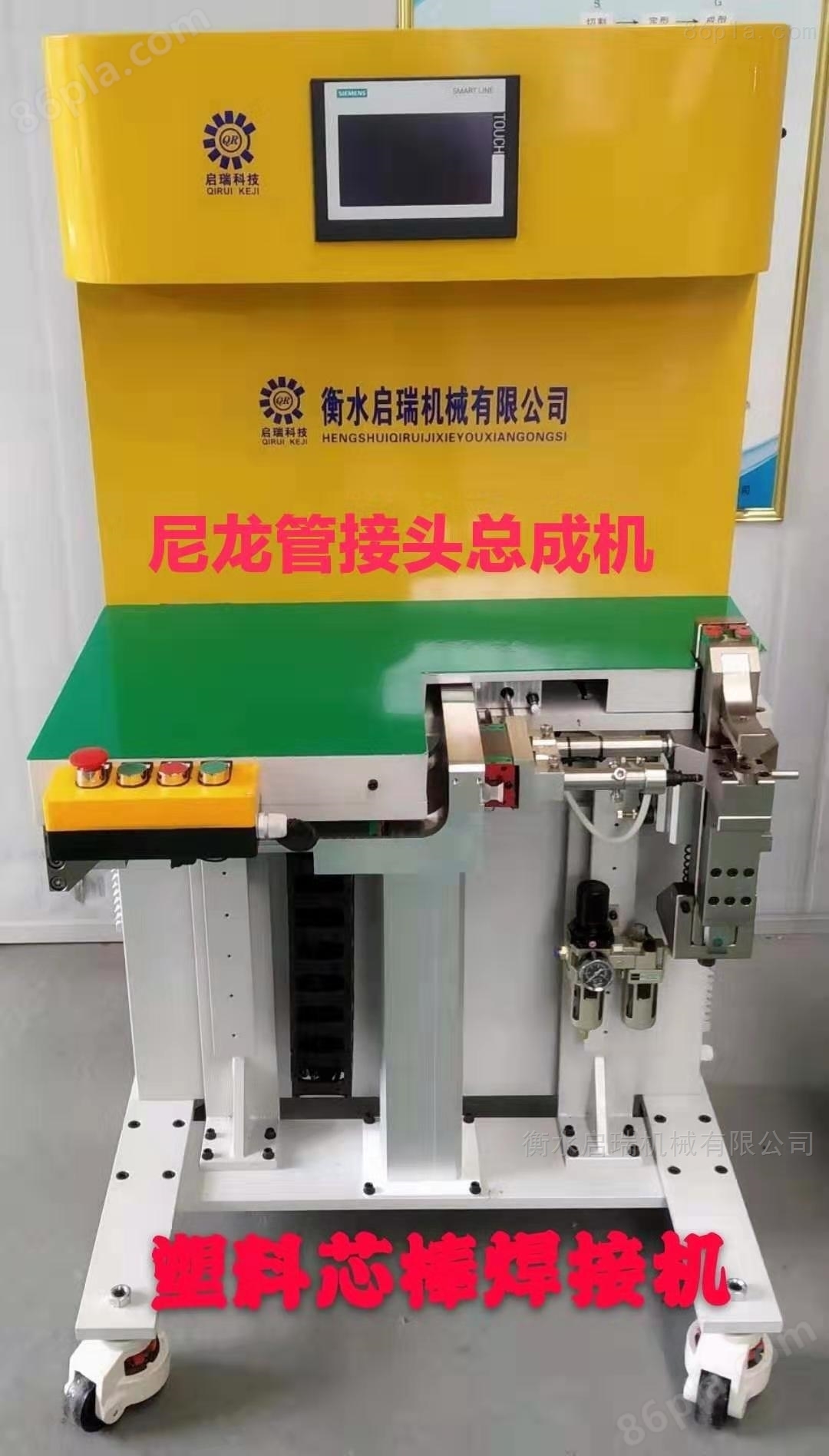
原厂直销 尿素管加热器接头自动组装机:本实用新型实现了对快速接呕吐的自动组装与检测,该组装机操作方便、组装精确、生产效率高,减少了对人力资源的依赖,节约了生产成本。











1.扩口+装配:设备待机状态——以扩口机头为定位安放工件(管子)(放好管子后,工装夹块夹持,定位器自动检测管子口端部作定位距离测量,测量完成锁定距离,通过PLC自动运算确定伺服扩口和压装位置,同时手工安装快插接头——左手启动设备,进行扩口——扩口完成后回设定位置-------换到接头压装位置——完成压装动作——设备回到待机初始状态,同时打开工装夹块。
2.A、直接装配:设备待机状态——安装快插接头——以快插接头定位安装工件(管子)——左手启动设备,夹持后完成压装动作——夹块张开,设备自动回到待机初始状态。
B、设备待机状态----安装管件----按复位按钮----到定位位置----入管段与管件接触好----按启动按钮----装配----装配完成张开夹块----退到待机位
技术要求:
1、装配速度 :连续性空运行大15次/min;
2、装配精度: 可达0.1mm以内;
3、换位行程: 大70mm;
4、装配行程: 大60mm;
5、装配力: 额定压力250KG,大压力300KG。
6、可更换设备操作程序以适应不同产品。






 原厂直销 尿素管加热器接头自动组装机对组装的快速接头检验测后进行良品与NG品的输入机构,安全环压入机构和安环环检测之间设有旋转移送快速接头的中转机构。本实用新型实现了对快速接呕吐的自动组装与检测,该组装机操作方便、组装精确、生产效率高,减少了对人力资源的依赖,节约了生产成本。
原厂直销 尿素管加热器接头自动组装机对组装的快速接头检验测后进行良品与NG品的输入机构,安全环压入机构和安环环检测之间设有旋转移送快速接头的中转机构。本实用新型实现了对快速接呕吐的自动组装与检测,该组装机操作方便、组装精确、生产效率高,减少了对人力资源的依赖,节约了生产成本。
原厂直销 尿素管加热器接头自动组装机 衡水启瑞机械有限公司
您感兴趣的产品PRODUCTS YOU ARE INTERESTED IN
塑料机械网 设计制作,未经允许翻录必究 .
请输入账号
请输入密码
请输验证码