实验室双螺杆造粒设备从广义上讲,任何使小颗粒团聚成较大实体的过程和任何“巨大"物块分成较小颗粒的过程都可称为造粒过程。前者称为粉体造粒,后者可称为破碎造粒。其中,双螺杆造粒设备技术从广义上也可分为两大类,一类是成型加工法,主要是将粉状物料通过特定的设备和方法,处理成为满足特定形状、尺寸、成分、密度等的团块物料,此方法特别注意控制单个团块的性质;另一类是粒径增大,主要是把细粉体团聚成比较粗的颗粒,这类方法注意的是控制整堆物料的性质。
成型加工法在目前工业中应用比较广泛,但是工艺系统相对比较复杂,并且生产能力比较低,生产成本相对要高一些。而粒径增大大多应用对颗粒形状和密度要求不高的工艺情况,其工艺系统简单且容易操作,生产能力通常比较大,生产和运行成本比较低。

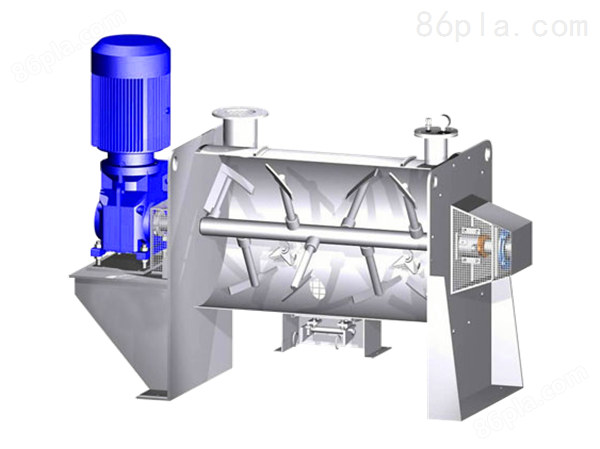
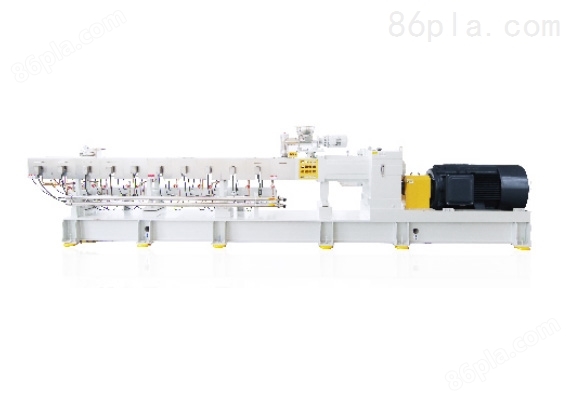
下面为您介绍实验室双螺杆造粒设备工作原理:
新齿轮传动箱运转“磨合"后,应更换新油,以后每运转4000小时,更换一次新油。定期清理滤油器和清除油箱底部沉淀污垢,并定期给润滑点加油。检查电机及油箱的温升,轴承是否局部过热,电机和齿轮的异常噪音漏油滤油器花键轴的径向圆跳动及与螺杆端面的接触间隙。传动系统日常维护保。
有些螺汗的均化段是一表面*平滑的杆体称为头,但也有刻上凹槽或铣刻成花纹的。头具有搅拌和节制物料消除流动时脉动(脉冲现象的作用,并随增大物料的压力,降低料层厚度,改善加热状况,且能进一步提高螺杆塑化效率。
逆流——流动方向与正流相反,由机头多孔板过滤板等阻力引起的压力梯度所造成。横流——熔体沿着垂直于螺纹壁方向的流动,影响挤出过程中熔体的混合和热交换作用。漏流——由于压力梯度在螺杆与料筒间隙处形成的倒流,沿螺杆轴向方向。








 塑料机械网
塑料机械网