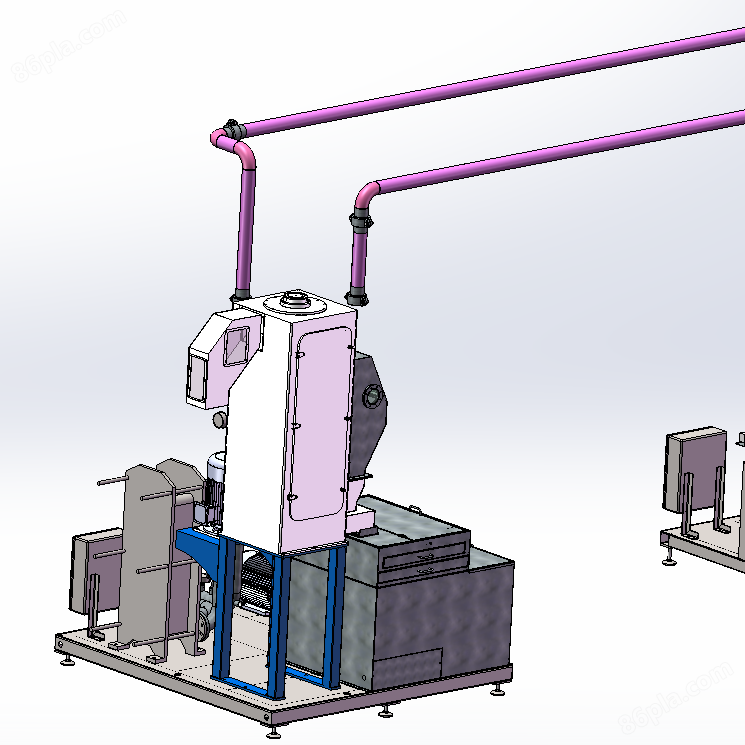
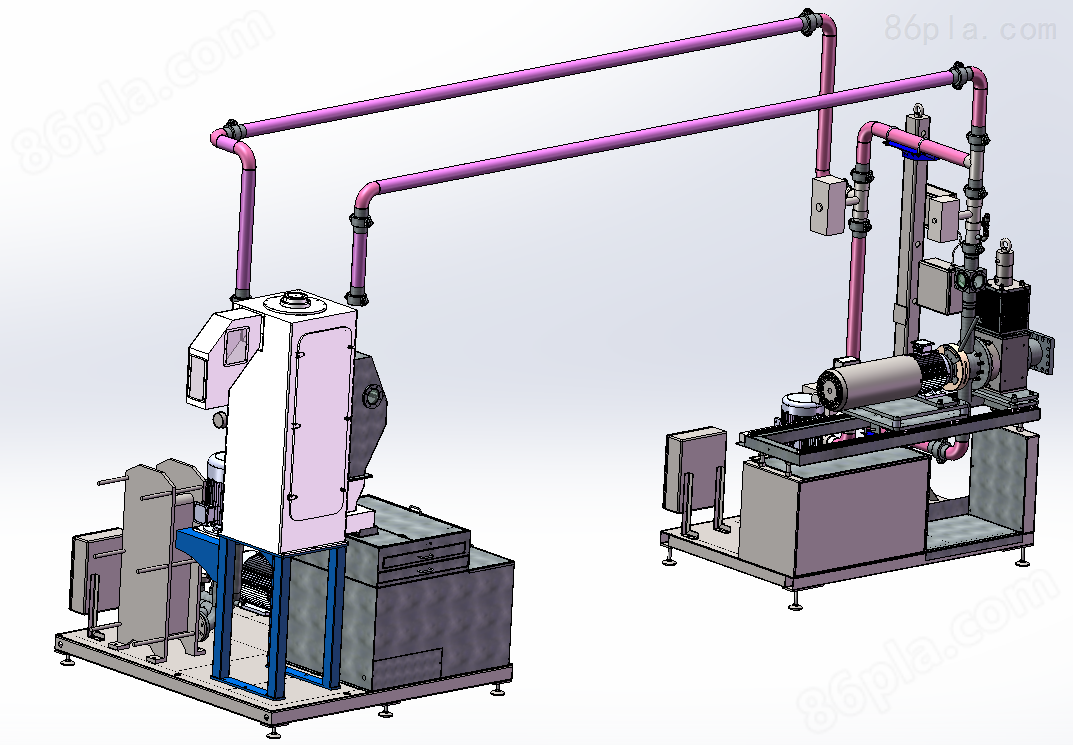
水下塑料切粒机特点:
1、所有回收料经分类和破碎清洗后不需甩干或烘、晒干,即可生产,干湿两用。
2、从原料破碎、清洗、进料到制成颗粒均为自动化。
3、充分利用高压摩擦不间断升温系统,自动加热生产,避免了连续加热,省电节能。
4、采用分体全自动配电系统,确保电机安全正常运转。
5、螺杆料筒均采用进口高强度优质碳素结构钢制造,经久耐用。
6、机器外观美观大方。可根据客户要求配色喷漆。
操作规范:
1、水下切粒设备工作温度较高(高达300℃)停止热媒后约一小时,才能冷却,故在造粒机旁工作人员必须传保护服,戴隔热手套。
2、工作人员在开车前,注意检查水下切粒设备每个旋转零部件是否有松动,以防开车运转后伤人。
3、检查钢带下支撑的电木板是否磨损严重。
4、操作人员在开车前一定要对外转筒进行盘车,试车,防止过载。
5、操作人员在开车前,一定要对钢带上、下表面检查,清除钢带上的杂物,严禁下钢带上表面有异物带入钢带与转鼓之间。
6、操作人员手套、衣袖等要整齐,远离机械旋转部件,特别是要严禁触摸高速回转的外转筒,以防带入挤伤。
7、物料及热媒温度较高,尽量远离,以防烫伤。
8、外转筒是一个薄壁筒,必须轻拿轻放,任何碰撞均有可能导致*变形,使其丧失造粒功能,严禁用火对外转筒加热。
9、水下切粒设备分布器是一细长杆,严禁压、碰变形,使其丧失造粒功能。
10、严禁无冷却水开机。
水下塑料切粒机常见故障原因分析及解决措施
主电机扭矩过高
原因分析:
油润滑系统故障,主电机输出轴与齿轮箱出入轴对中不良,电机及离合器振动等原因都将损坏主电机轴承,导致扭矩过高。此外,喂料负荷过大或物料熔融不良也都会导致主电机扭矩过高。
解决措施:
定期对润滑油系统进行检查、清洗,用振动测量仪和红外测温仪对主电机轴承进行测量并形成趋势图。如果超趋势值,则测定主电机空转电流值或功率值是否超规定值,判断是否应更换轴承。定期检查主电机输出轴与齿轮箱输入轴之间的对中状况,***开车或更换轴承运行三个月后***检查对中情况。进行电气测试检查,确定转子不平衡的原因;对离合器进行振动速度测试,如果超出规定值则应重新调整动平衡。定期对筒体加热、冷却系统进行检查,保证物料受热均匀熔融充分。如果挤压机开车瞬间,主电机功率曲线和熔体压力曲线瞬间增大,则表明喂料系统的喂料量瞬间过大,应减小喂料量。
主电机扭矩过低
原因分析:
喂料系统故障使双螺杆空转将导致主电机扭矩过低。
解决措施:
检查判断添加剂系统或主物料下料系统是否有故障,清理堵塞点。
摩擦离合器故障
原因分析:
主电机瞬间启动电压过低,摩擦盘、摩擦片过热,摩擦盘与摩擦片老化,摩擦盘的空气压力过低等原因都能导致离合器脱开。
解决措施:
主电机启动时,应避开用电高峰,降低喂料负荷量,重新启动的间隔时间短为30分钟;在夏季时,反覆两次以上启动主电机时,更应延长间隔时间或用风扇强制降温。用仪表风吹扫并用抹布擦净摩擦片和摩擦盘表面灰迹,如果磨损较重或表面出现“玻璃化"现象时,应更换摩擦盘、摩擦片。确认空气压力值是否能使摩擦盘与摩擦片相贴合。










 塑料机械网
塑料机械网