注塑机 挤出机 造粒机 吹膜机 吹塑机 吹瓶机 成型机 吸塑机 滚塑机 管材生产线 板材生产线 型材生产线 片材生产线 发泡设备 塑料压延机
宁波明震精密机械制造有些公司

宁波明震精密机械制造有些公司
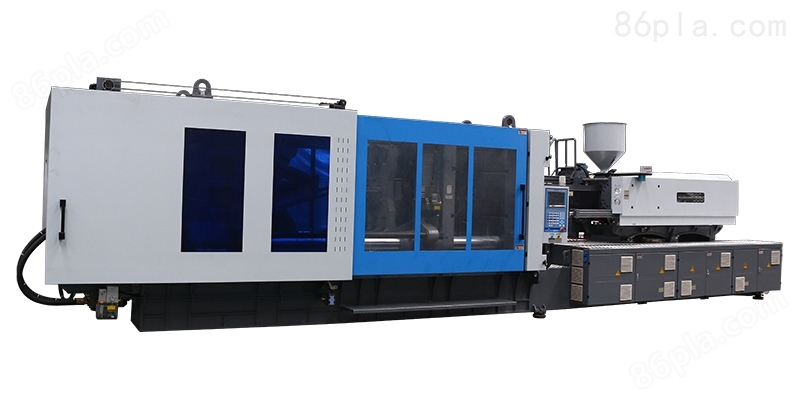
MZ1050MD全自动PET注塑机 注塑机器注射成型机全新厂家生产
| MZ-MD Series Specification Table | ||||||
 | MZ1050MD | |||||
| A | B | C | D | |||
| 注射装置 INJECTION UNIT | ||||||
| 螺杆直径 | Screw Diameter | mm | 100 | 110 | 120 | 130 |
| 螺杆长径比 | Screw L/D Ratio | L/D | 24.5 | 22.3 | 20.4 | 18.9 |
| 螺杆行程 | Screw Stroke | mm | 530 | |||
| 理论注射容量 | Shot Volume (Theoretical) | cm3 | 4163 | 5037 | 5994 | 7035 |
| 注射重量 | Injection Weight(PS) | g | 3830 | 4634 | 5515 | 6472 |
| Oz | 135.1 | 163.5 | 194.5 | 228.3 | ||
| 注射压力 | Injection Pressure | Mpa | 212 | 175 | 147 | 125 |
| 注射速率 | Injection Rate | g/sec | 640 | 774 | 921 | 1081 |
| 螺杆转速 | Screw Speed (stepless) | rpm | 130 | |||
| 合模装置 CLAMPING UNIT | ||||||
| 锁模力 | Clamping Force | KN | 10500 | |||
| 开模行程 | Opening Stroke | mm | 1200 | |||
| 小模厚 | Mold Thickness (min.~max.) | mm | 440~1150 | |||
| 模板大距离 | Max. Daylight | mm | 2350 | |||
| 拉杆内间距 | Space Between Tie Bars | mm | 1160×1160 | |||
| 顶出力 | Hydraulic Ejection Force | KN | 240 | |||
| 顶出行程 | Ejection Stroke | mm | 340 | |||
| 顶出杆数量 | Ejector Pin | Pc | 21 | |||
| 其它 OTHERS | ||||||
| 大油泵压力 | Max Pump Pressure | Mpa | 16 | |||
| 电热功率 | Heating Capacity | Kw | 60.5 | |||
| 温度控制区数 | Number of Temp Cool Zones | Unit | 7 | |||
| 油泵电机功率 | Pump Motor Power | Kw | 33+33+20 | |||
| 油箱容积 | Oil Tank Capacity | L | 2000 | |||
| 外形尺寸 | Machine Dimensions (L×W×H) | m | 12×2.58×3.7 | |||
| 机器重量 | Machine Weight | Ton | 55 | |||
| 模板正面尺寸 Platen dimensions(Facing) |  | |||||
| 模板侧面尺寸 Platen dimensions(Aside) |  | |||||
宁波明震精密机械制造有限公司
立式注塑机开模时声音大的处理方法:
1):比例线性差,开合模时间位置压力流量调节不良,检查参数中斜升斜降,调整参数中的斜升斜降。
2):锁模机铰润滑不良,检查哥林柱,二板滑脚,机铰润滑情况,加大润滑,增加打油次数。
3):模具锁模力过大,检查模具受力时锁模力情况,视用户产品情况减少锁模力。检查时间位置是否合适。
4):头二板平行度偏差,检查头板二板平行度。调整二板,头板平行误差。
5):慢速转快速开模设定位置过小,速度过快。检查慢速开模转快速开模位置是否恰当,慢速开模速度是否过快。加长慢速开模位置,降低慢速开模的
速度。
注塑机、卧式注塑机、立式注塑机、全电式注塑机、全电动注塑机、节能注塑机
、PET注塑机、薄壁注塑机、医疗产品注塑机、浙江注塑机、宁波注塑机、全自动注塑机、全新注塑机
您感兴趣的产品PRODUCTS YOU ARE INTERESTED IN









塑料机械网 设计制作,未经允许翻录必究 .
请输入账号
请输入密码
请输验证码