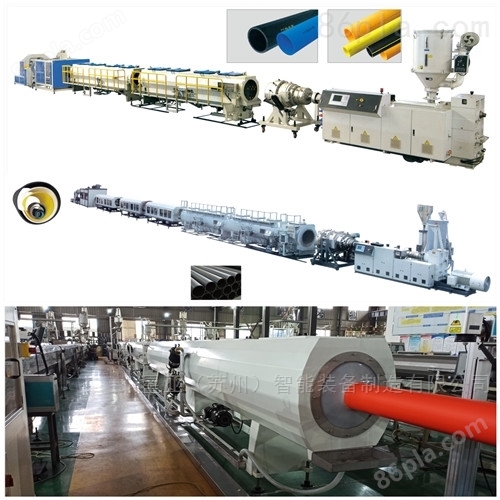
给水管材工业生产线用于生产PE塑料管材,规格从φ20mm-1200mm设备性能优越塑化效果产量都有明显提高
给水管材工业生产线简介:
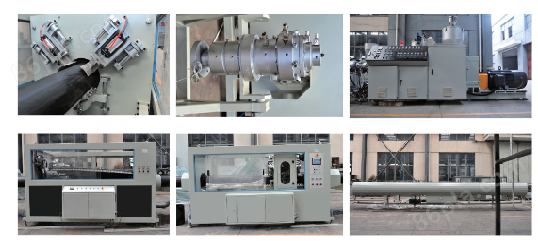
1、该机的挤出机的螺杆采用屏障式结构,机筒拥有*的沟槽式结构,以便达到良好的塑化和混炼效果。HDPE(PP、ABS)大口径管材则采用篮式模具的特殊设计,降低溶解温度和主机压力,达到很好的混合效果,从而使产量得到保证。
2、冷却和定径系统的*设计,使用水循环冷却HDPE(PP、ABS)原料,都适合上述原料的冷却。设计上的*性可以提高直径尺寸的稳定性和圆整度,满足厚壁管生产的需要。
真空定径箱的特殊设计,可以确保直径尺寸的稳定和圆整度,速度控制系统,使牵引速度稳定。整条生产线可采用PLC控制,液晶屏幕控制面板,操作简便。可以配备色标挤出机,使生产的管材有色标线。
配套单螺杆挤出机(常规采用单螺杆挤出机,如有特殊情况将有所不同,平行双螺杆挤出机和锥形双螺杆挤出机根据实际情况而定),适台PE树腊挤出,产量高,高产量可达1OOO公斤每小时(PP、ABS产量可联系我们了解)。
1、本生产线设计合理,采用安全生产设计,获得CE质量安全认证。
2、管材直径范围16mm-1200mm,可换算成英寸制,符台客户的特殊要求。
3、原料上料机可采用真空上料机,具体配置根据实际情况配置。
4、本公司牵引机型号齐全,可满足各种管径要求。
各种规格如下:

给水管材工业生产线注意事项:
1、需要定期检查管路泄漏及紧固件紧固状况。
2、定期检查润滑系统的可靠性,并按规定对运动部件进行润滑,检查润滑泵油箱和机座油箱的油量是否足够。
3、经常检查机器的安全装置是否正常有效,特别是更换模具后要检查机械保险是否作了相应调整。
4、定期检查地线连接情况及电器元件的绝缘和电线的老化情况。
5、定期检查油液过滤网或填料的情况,及时清洗和更换,经常注意油质是否被污染和变质。当液压油变成黑褐色发出臭味时,是氧化变质的表现,应尽快更新液压油;当液压油中有小黑点或透明亮点时,说明有杂质或金属粉末混入,应过滤或换油。
6、螺杆、料筒等重要零部件的保养须按说明书要求进行。
7、冷却器每工作5~10个月需用四氯化碳溶液进行浸泡清洗。
8、根据运行时间定期对塑料管材设备进行若干次保养和修理,以清洗、润滑、调整、解体、检修为中心内容进行。



















 塑料机械网
塑料机械网