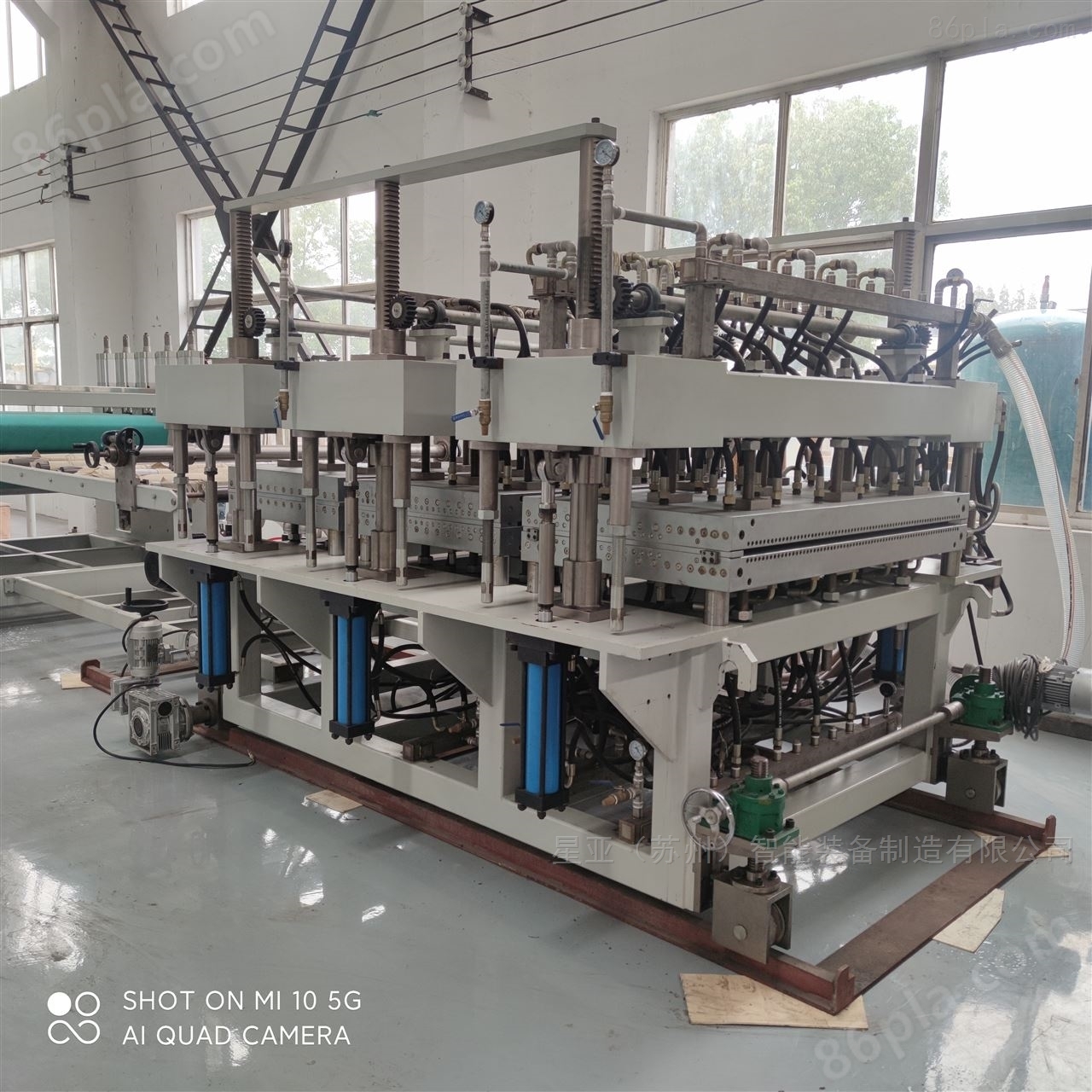
多功能建筑板材生产线用于生产可取代传统建筑钢板,木板的PP塑料板材设备,产品可以循环使用50次之多。
多功能建筑板材生产线组成
1、螺旋上料机 (给主机上料使用)
2、真空上料机 (给共挤机上料使用)
3、SJ150单螺杆挤出机
4、SJ75单螺杆挤出机
5、挤出模具
6、换网器+计量泵
7、定型台
8、冷却托架
9、六辊牵引机
10、二辊牵引机
11、横向切割机
12、堆放架
板材特点:
1、好的韧性
韧性是非常必要的。我们都知道,大部分工作环境非常恶劣,经常受到强烈冲击。因此,PVC发泡板结皮的韧性是一个非常重要的性能,韧性可以支持我们在这个过程中拥有非常高的强度。如果我们不能满足苛刻的要求,就会出现另一个疲劳断裂的情况。长时间工作肯定会导致PVC泡沫板外壳干燥疲劳,所以我不得不认为这是一个因素。
2、耐高温
由于生产线在工作中暴露在高温环境中,所以PVC发泡板必须具备耐高温性能。接下来的冷热疲劳性能其实和上面一样。PVC发泡板是一个平稳的工作环境,并处于低温接触的不断转变中。之后就是耐腐蚀,这是根据需求,因为我们有时在处理砖的时候会加入一些化学品,这些化学品一起生产出来的产品会反映PVC地壳板的腐蚀情况。
3、耐磨性
其实大家都知道生产线需要承受砖块的重量。在正常操作中,附件架会受到剧烈摩擦。假设PVC发泡板的耐磨性达不到标准,就会容易出现不必要的磨损。换句话说,如果PVC发泡板的耐磨性更好,就会更容易在市场上销售。
多功能建筑板材生产线操作:
(1)开机前的准备
①机头安装正确处理分流器 支架和模体上气孔的位置和连通情况;口模、芯模要同心:密封端面要压紧, 防止漏料;在挤出机的出料端与机头之间放置分流板;机头法兰与挤出机法兰间的连接要均匀压紧,若为螺栓连接,应在机器预热后,再度拧紧。
②加热圈安装机头外的加热圈在安装时应包紧机头, 不得与机头外壁间留有空家,然后安装好热电偶,接通电源。
③定型套安装将装置安装在固定位置处后,连通冷却水进出水管和真空管路(若采用真空定型工艺)。
④温度的设定设置挤出机各 段和机头加温预热;升温至设定温度后,保持一定时可,使机器和机头内外温度致。
⑤管道生产线的检查检查 和调整挤管生产线各个机台,应保证各装置中心位置对中,启动运转正常:水、气管路通畅。
(2)开机
①料斗中保持 定的料位;开车时螺杆先慢速运转,引管达到顺利状态后,再提高螺杆转速。
②物料挤出时的操作当物料从机头挤出时, 应首先观察物料的塑化状态和管坯壁厚的均匀度,根据塑化情况调整加热温度;按照挤出管坯的弯曲情况调整调节螺栓,达到管壁均匀的要求。
(3)停机
①停机操作,停止加料或卸出料斗中的存料;将机简中的物料尽量挤净。
②停止加热;先降低螺杆转速,逐渐降至零后,停机。
③关闭水、电,关闭冷却水进水阀、压缩空气机或真空泵、牵引机等。
④拆机头:拆机头,并清理干净;应注意所用工具不至划伤机头表面:若暂不使用,机头应涂抹油脂加以保护。




















 塑料机械网
塑料机械网