
当前位置:青岛腾华海机械设备有限公司>>塑料机械>>板材设备>> SJ120喷淋塔塑料板材生产线设备




喷淋塔塑料板材生产线设备的挤出机组详细介绍:
①挤出机类型的选用 板(片)材生产中,挤出机的选用不但会影响到产品的产量和质量,而且还会影响到生产原料品种、产品的规格尺寸大小等。用于挤出板(片)材的挤出机可以是普通单螺杆或双螺杆挤出机。普通单螺杆挤出机主要用于HDPE、LDPE、PP、PVC粒料等热塑性塑料板(片)材的成型,而排气式单螺杆挤出机主要用于PS、PMMA及PC等塑料板(片)材的成型。采用单螺杆挤出机时,一般螺杆的直径在65~200mm之间,螺杆长径比大于20,螺杆头部应设置过滤网。
PVC粉料的直接挤出成型,一般可采用平行异向啮合双螺杆或锥形双螺杆挤出机,因其有良好的混合塑化功能。锥形双螺杆挤出机在塑料加工成型工艺条件基本相同的情况下能适应较大的机头压力,而平行双螺杆挤出机能适应较小的机头压力。
②挤出机规格的选用 挤出板(片)材用挤出机的规格大小一般应根据挤出板(片)材宽度大小来选择,通常板材宽度越宽,要求挤出机的规格越大,但过大会影响挤出机效率的发挥。表6-1为螺杆直径的大小与挤出生产板(片)材宽度范围。选用平行双螺杆挤出机时,应根据塑料板(片)材截面的尺寸大小,确定挤出量,再由挤出量来选择双螺杆挤出机的规格。一般螺杆直径为80~140mm,长径比小于21,锥形双螺杆挤出机螺杆小端直径为35~80mm。
表6-1 螺杆直径的大小与挤出生产板(片)材宽度范围
螺杆直径/mm 板材宽度/mm
65 400~800
90 700~1200
120 1000~1400
150 1200~2500
(2)挤出板(片)材用的机头主要是采用扁平机头,扁平机头按其流道结构分为支管式、衣架式、分配螺杆式和多层共挤复合机头等多种类型。
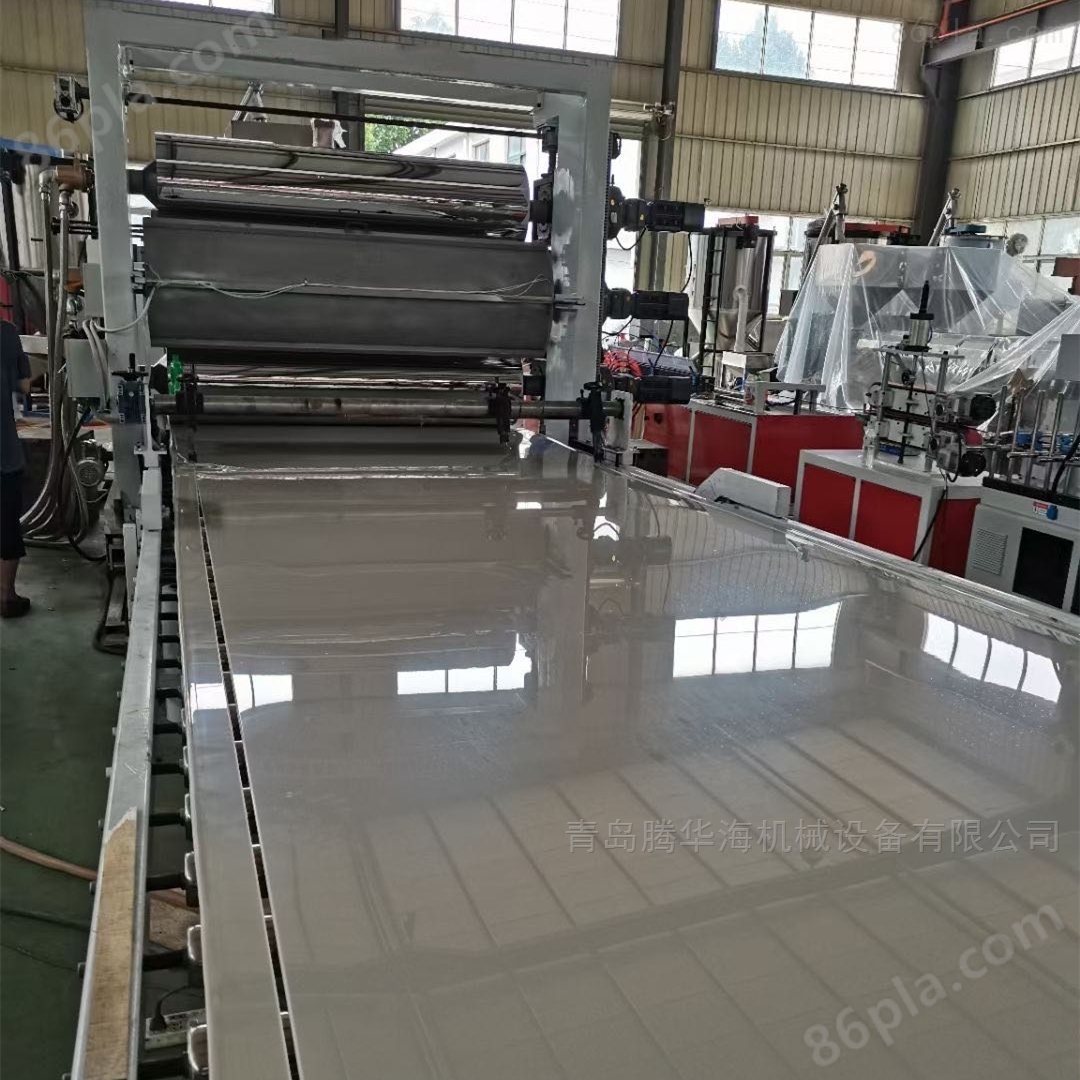
(3)三辊压光机的功能:三辊压光机通常是由直径为200~800mm的三个辊筒组成的。通常三辊压光机的中间辊筒的轴线是固定的,上下两辊的轴线可以上下移动,以调整辊隙。三个辊都是中空的,而且都带有夹套,可通入蒸汽、油或水进行温控。在挤出板材过程中,三辊压光机的主要功能是将从扁平机头挤出来的板坯立即进行冷却定型与表面的压光,同时还对板坯起一定的牵引作用,调整板材各点速度一致,以保证板材的平直。三辊压光机中的一辊与第二辊一起对板坯施加压力,把板坯压成所需厚度,使其厚度均匀,表面平整;第二辊还将板材压光以提高板材表面的光洁度,并且使板材冷却定型;第三辊起压光和冷却作用,辊筒的表面必须镀铬和磨光,辊筒的表面粗糙度Ra≤0.2μmm。在挤出过程中,三辊压光机与机头的距离应尽可能靠近,一般为5~10cm。压光辊的圆周速度一般应有较大的调节范围,速比多在1:20左右,圆周速度为2~8m/s。三辊压光机辊筒不同排列形式的特点和适用性:三辊压光机辊筒的排列主要有直线式和倾斜式两种形式。
(4) 挤出板材牵引装置的结构组成一般由一个主动钢辊和外面包着橡胶的从动钢辊组成,两辊靠弹簧或汽缸压紧,把板材压紧在钢辊上,牵引板材运行。主动钢辊由电机通过链条直接带动,如图6-5所示。在挤出板材过程中,通常由三辊压光机冷却定型后的板材即进入牵引装置,它可将板均匀地牵引至切割装置,防止在三辊压光机中辊间积料,同时还可将板材压平。板材牵引速度的调节一般牵伸装置中牵引辊的速度能无级调节,以适应不同挤出速度的牵伸,而且两牵引辊之间的间隙也能调节,以适用不同厚度的板材生产。在调节两辊间隙时,一定要调节两个工作面的间隙均匀一致,避免两辊工作时,由于压力过紧而出现“跑偏"现象。挤出时板材的牵伸速度应比三辊压光机速度稍大(5%~10%),以保持板材具有一定的张力,使板材冷却过程中不至于产生变形翘曲等缺陷,但速度也不能过快,否则会使板材产生较大的内应力,影响板材的二次加工。
(5)板材的切割方式目前是锯切和剪切两种方式。圆盘锯切割装置在进行锯切时,其锯片一方面高速旋转对板材进行切削,另一方面锯片会沿板材的横向进行送进,同时整个锯座还会沿板材牵引速度方向与板材*同步前移,锯切时噪声较大,而且锯屑飞扬,切断处有毛边,但消耗动力比较小,结构较为简单。一般挤出生产硬质板材时常采用圆盘锯片进行切割。剪切主要适用于软板(片)的剪切,一般在剪床上进行,切裁速度快,效率高,无噪声和飞屑,操作条件好,但剪床设备庞大而笨重。
喷淋塔塑料板材生产线设备的基本操作步骤:
(1)首先按单螺杆或双螺杆挤出机操作规程对挤出设备做好生产前的各项检查准备工作。
(2)确认料筒内清洁、无任何异物后,安装过滤网、分流板和机头模具,根据产品要求调整好口模间隙。模具唇口间隙应略小于等于板制品厚度,模唇中间间隙应略小于两侧端模唇间隙。
(3)按原料塑化工艺条件要求设定好料筒各段温度,料筒由加料段开始至料筒与成型模具连接处温度逐渐提高;成型模具温度略高于料筒温度,高出温度控制在5~10℃。模具两端温度略高于模具中间温度,高出温度控制在5~10℃。
(4)调开三辊压光机的辊距,打开控温装置,调至工艺要求温度。注意三辊的工作面温度应是进片辊温度略高些,出片辊温度略低些。
(5)待挤出机达到开机状态后,低速启动螺杆,打开料斗喂料开合门(或低速启动喂料挤出机螺杆),对挤出机进行少而均匀、缓慢的喂料。
(6)启动三辊压光机,开启冷却装置,打开冷却水供应系统,启动牵引装置。
(3)(7)片材挤出机头后,按三辊压光机要求入片形式入片,三辊的中间辊上辊面应与模具唇口下平面在一个水平面上;唇口端面与中间辊中心线平行,相距50~100mm。
(8)将板材引入展平辊、牵引装置、切割装置。
(9)挤出基本稳定后,调节三辊间距至要求大小,辊筒间隙应等于或略大于板的厚度。
(10)适当调节三辊运转速度、挤出速度和牵引速度大小,使其相匹配,直到达到制品厚度要求。
(11)根据板坯在三辊辊面状态,适当调节辊面温度,当表面出现横纹,板坯不易脱辊时,应适当降低辊面温度;板坯表面无光泽时,应适当提高辊面温度。
我公司的质量保证服务:
免费为客户提供厂房、设备安装设计,供需方参考。
免费为客户培训设备维修、操作人员(包括机械和电器)并推荐开机师傅给买方。
免费为客户进行设备安装布置设计及安装调试,并在安装调试过程中对需方操作人员进行二次培训。
在接到客户服务通知后24-48小时内,对客户服务通知做出立即反应,如需要将在48-72小时内赶到客户现场进行服务;
公司将定期对客户设备进行维修;
设备质保期过后,公司将以优惠价为客户提供及时快捷的零配件供应。
设备质保期1年,设备终身维修。


请输入账号
请输入密码
请输验证码
扫一扫访问手机商铺
以上信息由企业自行提供,信息内容的真实性、准确性和合法性由相关企业负责,塑料机械网对此不承担任何保证责任。
温馨提示:为规避购买风险,建议您在购买产品前务必确认供应商资质及产品质量。












 塑料机械网
塑料机械网