
当前位置:青岛腾华海机械设备有限公司>>塑料机械>>异型材设备>> SJZ65/132PVC碳纤维浴室柜板设备





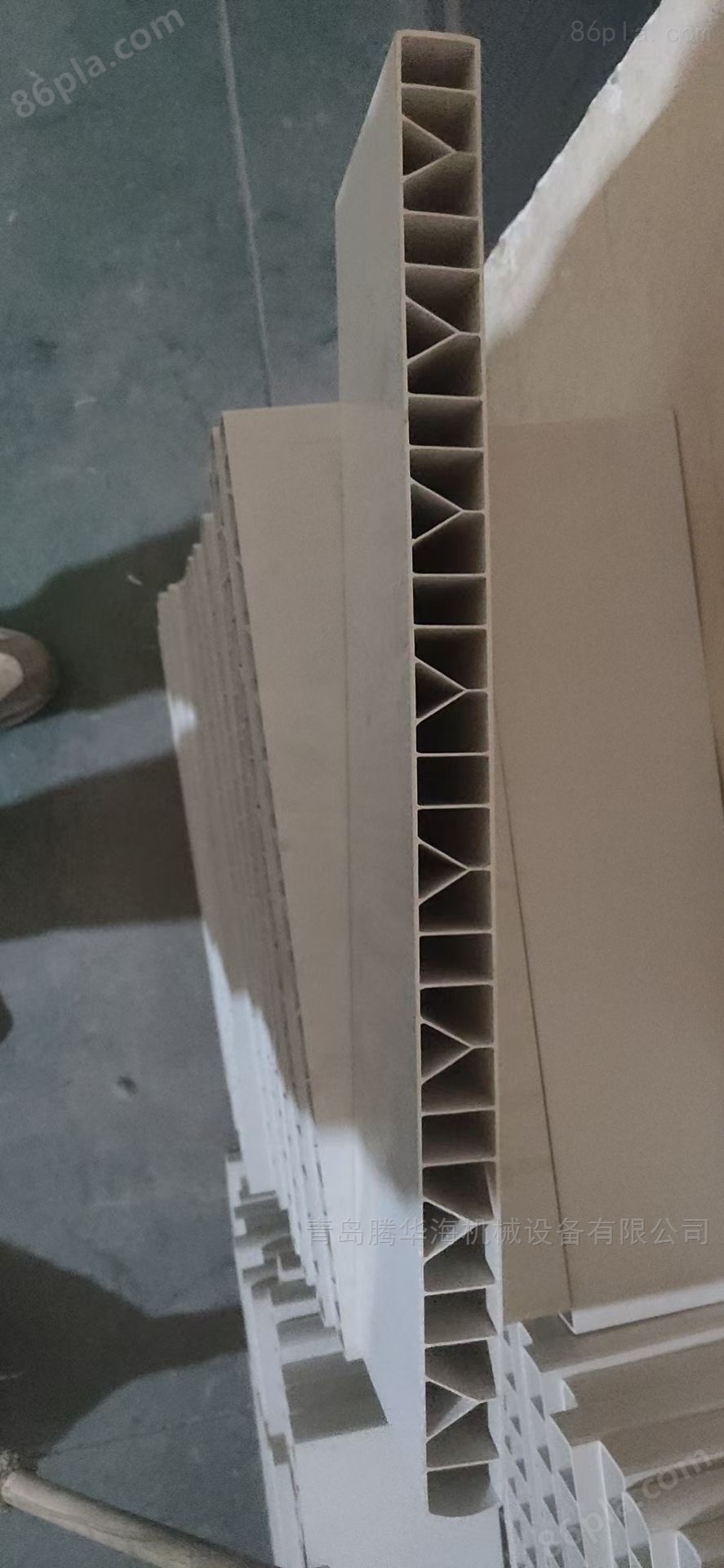
PVC碳纤维浴室柜板设备、PVC中空浴室柜板设备生产的制品可广泛应用于包装、隔热材料和汽车等各个领域。PE、PP木塑板材生产线加工范围:宽度600-1500mm,厚度为2-6mm。
PVC碳纤维浴室柜板设备、PVC中空浴室柜板设备采用特殊设计的螺杆料筒、模具及挤出机加工生产工艺生产木塑产品。公司产品系列:木塑一步法厚板设备;木塑一步法异型材设备;木塑一步法装饰板材设备;木塑造粒设备;各种木塑模具。挤出机单机两级混合直接挤出,也可造粒后两步法挤出,省电省空间,具有产量高,挤出压力稳定,预热加料机置于主机顶部,先抽出大部分木粉中残留的水分,使主机加料段更加充实;塑化混炼效果好等优点。优化的螺杆设计使用使剪切小,不易剪断木质纤维,能使物料在机内停留时间均匀。螺杆机筒采用双金属处理,耐磨耐腐蚀,使用寿命大大延长。PVC中空浴室柜板设备能生产PE、PP或PVC木塑异型材制品,主要用于托盘,包装箱板,地板,户外装饰材料等,用途十分广泛。木粉及植物纤维添加量高,*高可达50%-70%,设备适应能力强,可同时加工PP、PE、ABS、PS等。
PVC柜板设备的工艺流程介绍:
(1)工艺流程
塑料异型材采用单螺杆挤出机挤出成型或双螺杆挤出机挤出成型,其工艺流程为:
塑化造粒→单螺杆挤出成型/塑料混合→真空定型→冷却→牵引→切割→堆放
挤出异型材的主要设备有挤出机、机头、定型装置、牵引装置和切割装置等。
①挤出机成型异型材的挤出机可以是单螺杆或双螺杆挤出机。双螺杆挤出机具有很好的混炼塑化能力,物料在挤出机中的停留时间短,而且挤出的产量大,挤出速度快,一般可达到2~4m/min,特别适合于硬质聚氯乙烯(UPVC)粉料的直接加工大规格异型材(如PVC塑料门窗等)大规模的生产。
对于聚烯烃类的异型材,或小批量以及截面尺寸小的PVC异型材的生产,一般选择单螺杆挤出机。成型加工聚烯烃类的异型材时,螺杆的直径D通常为Φ45~120mm,长径比L/D≥20成型PVC异型材时,一般螺杆直径D为45~65mm,长径比L/D在20左右。
②机头机头是制品成型的主要部件,物料在挤出机机筒内经塑化成熔融态后,被挤入机头,此时在机筒内呈圆柱形的熔料便随机头内空腔截面形状的变化而逐渐变形,并且形成一定的压力,使物料在机头内得到压实,形成与机头通道截面及几何尺寸相似的密实的型坯被挤出口模,再经过冷却定型等,得到性能良好的异型材制品。
③定型装置定型装置的作用是将从口模中挤出塑料的既定形状稳定下来,并且对其进行精整,从而得到截面尺寸更为精确、表面更为光亮的制品。定型装置不仅决定制品的尺寸精度,同时也是影响挤出速度的关键因素。
④牵引装置牵引装置的作用是克服型材在定型模内的摩擦阻力而均匀地牵引型材,使挤出过程稳定进行。由于异型材形状复杂,有效面积上摩擦阻力大,要求牵引力也较大,同时为保证型材壁厚、尺寸公差、性能及外观要求,必须使型材挤出速度和牵引速度匹配。
⑤切割装置 为使挤出异型材满足运输、储存和装配的要求,需将连续挤出的制品切成一定的长度。一般用行走式圆锯。由行程开关控制型材夹持器和电动圆锯片,夹持器夹住型材,锯座在型材挤出推力或牵引力的推动下与型材同步运动,锯片开始切割,切断后夹持器松开,锯片回复原位,完成型材切割的工作循环。


请输入账号
请输入密码
请输验证码
扫一扫访问手机商铺
以上信息由企业自行提供,信息内容的真实性、准确性和合法性由相关企业负责,塑料机械网对此不承担任何保证责任。
温馨提示:为规避购买风险,建议您在购买产品前务必确认供应商资质及产品质量。











 塑料机械网
塑料机械网