注塑机 挤出机 造粒机 吹膜机 吹塑机 吹瓶机 成型机 吸塑机 滚塑机 管材生产线 板材生产线 型材生产线 片材生产线 发泡设备 塑料压延机

河南桦创金属材料贸易有限公司

河南桦创金属材料贸易有限公司
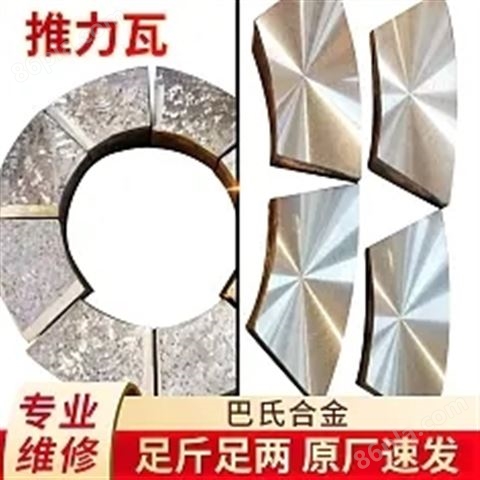
巴氏合金推力瓦的结构怎样,有什么特点?
巴氏合金推力瓦的顶视为扇形,一般在60~120mm厚的钢质瓦坯表面加I出纵横鸽尾槽或方槽,然后浇铸钨金。 ACPM-2308-TR1用钨金作瓦面的优点是:熔点低、质软、有一定的弹性和耐磨性,既可保护镜板又易于修刮,在运行中可承受部分冲击力。目前,瓦面钨金厚度有减薄的趋势,已由过去的10mm以上减为5mm左右。为了有利于形成启动油膜,瓦周边一般修成圆角(如半径
巴氏合金推力瓦的结构怎样,有什么特点?
巴氏合金推力瓦的顶视为扇形,一般在60~120mm厚的钢质瓦坯表面加I出纵横鸽尾槽或方槽,然后浇铸钨金。 ACPM-2308-TR1用钨金作瓦面的优点是:熔点低、质软、有一定的弹性和耐磨性,既可保护镜板又易于修刮,在运行中可承受部分冲击力。目前,瓦面钨金厚度有减薄的趋势,已由过去的10mm以上减为5mm左右。为了有利于形成启动油膜,瓦周边一般修成圆角(如半径r=5mm),进油边修出弧坡(如坡长L=10mm、深0.5mm),为了减少推力瓦进出油的油流阻力,在制造时将左上角和右下角切去一小块并修成圆弧。而为了减少运行时推力瓦产生的热变形和机械变形,对瓦面中部要进行刮低,一般要求在轴瓦的中部约占轴瓦面积1/2的扇形面积处先刮低0.02~图⒊4叫 普通推力瓦结构o.03mm,然后再在1/4的扇形面积处刮低0,02~0,03mm。但薄型推力轴瓦或水冷瓦与普通瓦不同,轴瓦的散热条件得到改善,温度分布均匀,瓦面变形也较小,因此,除瓦面应研刮刀花外,中间部分可稍许刮低。对装设液压减载装置的推力瓦,一般来说,由于瓦面在制造厂已进行了精加工(其不平度为0,01~0.015mm),因此,只需轻度而均匀的挑花即可,不需进行研刮。但对于大型推力轴承的推力瓦,仍需按研刮要求进行研刮。此外,不管是什么结构的瓦,一般都在其中部位置开有测温孔,以便安装测温装置。
巴氏合金推力瓦的结构怎样,有什么特点?
巴氏合金推力瓦的顶视为扇形,一般在60~120mm厚的钢质瓦坯表面加I出纵横鸽尾槽或方槽,然后浇铸钨金。 ACPM-2308-TR1用钨金作瓦面的优点是:熔点低、质软、有一定的弹性和耐磨性,既可保护镜板又易于修刮,在运行中可承受部分冲击力。目前,瓦面钨金厚度有减薄的趋势,已由过去的10mm以上减为5mm左右。为了有利于形成启动油膜,瓦周边一般修成圆角(如半径r=5mm),进油边修出弧坡(如坡长L=10mm、深0.5mm),为了减少推力瓦进出油的油流阻力,在制造时将左上角和右下角切去一小块并修成圆弧。而为了减少运行时推力瓦产生的热变形和机械变形,对瓦面中部要进行刮低,一般要求在轴瓦的中部约占轴瓦面积1/2的扇形面积处先刮低0.02~图⒊4叫 普通推力瓦结构o.03mm,然后再在1/4的扇形面积处刮低0,02~0,03mm。但薄型推力轴瓦或水冷瓦与普通瓦不同,轴瓦的散热条件得到改善,温度分布均匀,瓦面变形也较小,因此,除瓦面应研刮刀花外,中间部分可稍许刮低。对装设液压减载装置的推力瓦,一般来说,由于瓦面在制造厂已进行了精加工(其不平度为0,01~0.015mm),因此,只需轻度而均匀的挑花即可,不需进行研刮。但对于大型推力轴承的推力瓦,仍需按研刮要求进行研刮。此外,不管是什么结构的瓦,一般都在其中部位置开有测温孔,以便安装测温装置。





您感兴趣的产品PRODUCTS YOU ARE INTERESTED IN








塑料机械网 设计制作,未经允许翻录必究 .
请输入账号
请输入密码
请输验证码