注塑机 挤出机 造粒机 吹膜机 吹塑机 吹瓶机 成型机 吸塑机 滚塑机 管材生产线 板材生产线 型材生产线 片材生产线 发泡设备 塑料压延机

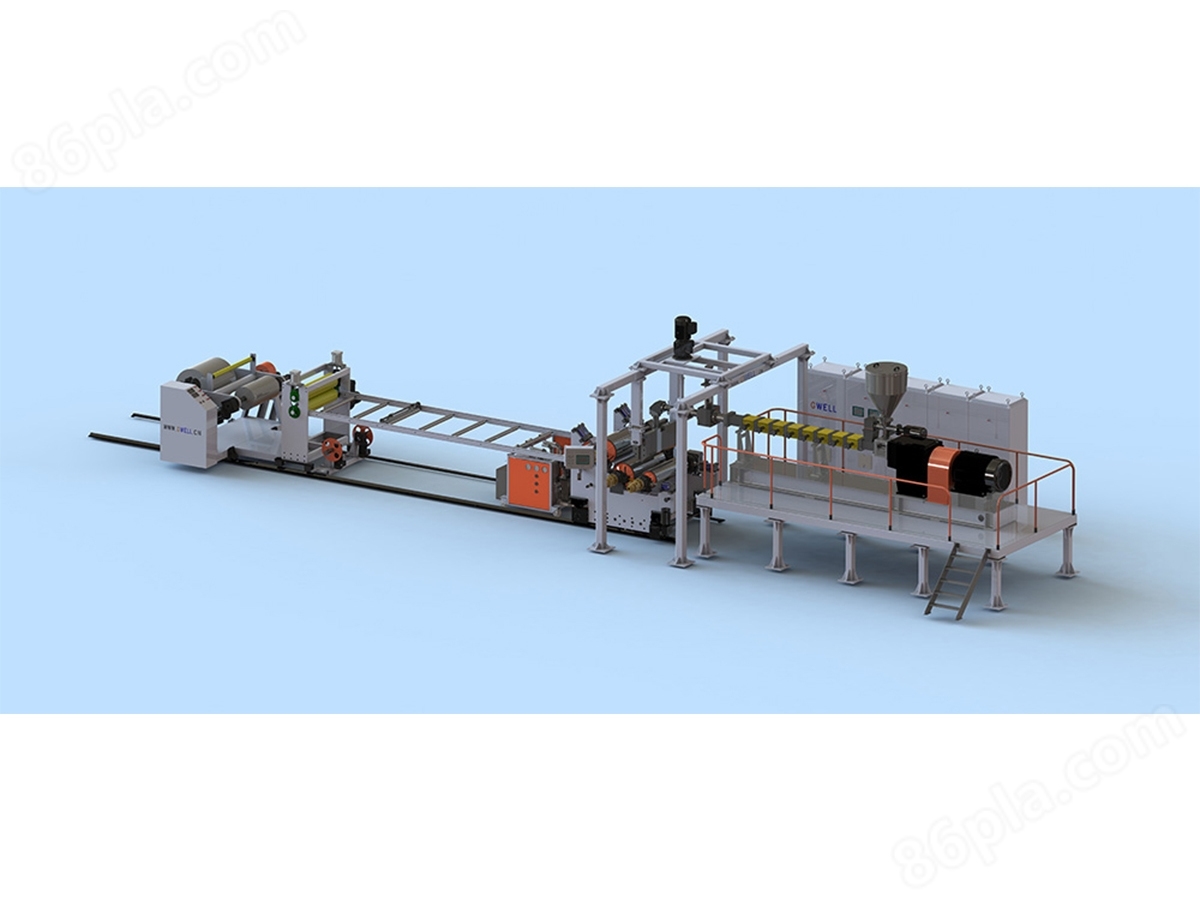
南通金韦尔智能装备有限公司

南通金韦尔智能装备有限公司
您感兴趣的产品PRODUCTS YOU ARE INTERESTED IN








塑料机械网 设计制作,未经允许翻录必究 .
请输入账号
请输入密码
请输验证码