



模内热切技术导入塑胶行业,使企业的人力需求降低,产品的周期缩短,模具结构简化,
维护成本下降,生产稳定性加强,降低了人为品质影响,让企业竞争力显著提升。模内热切技术原理:在塑胶模具未开模前,
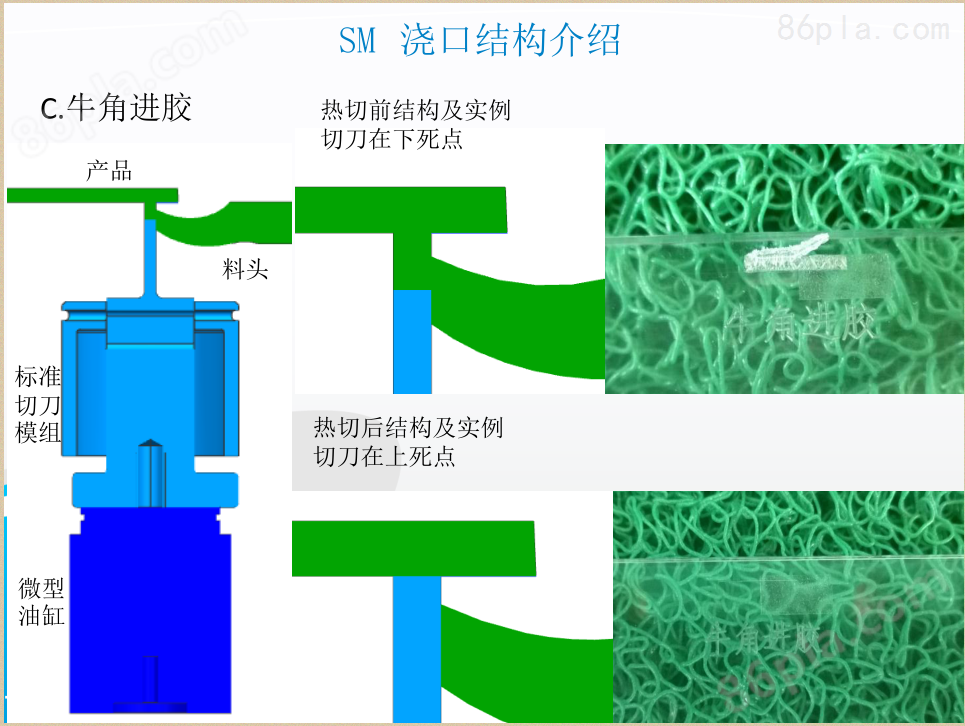
剪切或挤断浇口,从而在塑胶模具开模后,实现件料分离的模具注塑自动化技术。模内热切技术适用浇口类型:适用于搭接浇口,
侧进胶浇口,潜浇口,牛角浇口,环形浇口等各类形式的进胶浇口等模内热切具体动作介绍:注塑分为三部分:射胶(软料)+保压(软料)+冷
却(硬料)当产品保压完成后(料还未*冷却)切刀顶出,将产品与水口进行分离,切刀保持顶出状态,直等到产品冷却完成前2S,切刀退出,
模具打开后,产品与水口呈分离状态。模内热切系统包含单元:超高压时间控制系统+油管(连接时间控制器与模具)+微型油缸+切刀+触点开关
模内热切系统工作原理:当模具开始生产,模具闭合时触碰到触点开关,触点开关传递信号给时间控制器,时间控制器计算好时间(计算好切刀何
时顶出,顶出时长,何时退出)输出高压油给油缸,油缸推动切刀,顶出状态完成。当产品冷却前2S,时间控制器泄压,切刀弹簧受力于模具,
将切刀与油缸退回,一个周期动作完成. 通常塑料件在注塑成型后,料头和产品通过浇口相连,工人需要对
浇口进行修剪处理,劳动强度大,浇口修剪不美观。现有的解决办法是开
模时从顶板上顶出切刀将浇口切断,这两种方法都是在开模后进行剪切,
由于此时塑料已经冷却,剪切后的浇口面不美观,产品品质上不去,依旧
需要多次人工修剪才能将浇口修剪平整,劳动强度依旧较大,增加了人工
成本。模内热切就是在塑胶模具未开模前,剪切或挤断浇口,从而在塑胶
模具开模后,实现件料分离的模具注塑自动化工艺。
简要言之,模内热切就是塑胶件的料头与产品的自动分离技术。
无锡节百力模内热切有限公司,无锡节百力自动化设备有限公司坐落于美丽的江苏无锡市,是一家专门致力于模塑行业自动化研发及生产为一体的高科技公司。主营:模内热切。模内自动切水口,超高压时序控制器,模具监视器,非标在线监测,模温机,模具清洗机等产品。公司成立于2016年并开始组建研发团队,着力于解决塑胶产品切水口的技术难题,经历多年时间,无数次的理论和实验终于发明出剪切水口整套系统,公司团队凭着不竭的探索热情,以客户实际需求为出发点,引进*进技术力量,成功打造出“节百力”模内热切品牌,成为中国进入模内热切领域老资格企业。 V X 180 1236 8890
目前合作的客户有美的集团,比亚迪,惠普中国,毅昌集团,恒滨模塑,博世电动工具等。为了方便客户使用及后期维护,本公司已在中山,东莞,浙江,昆山,上海,天津等各大工业城市设立办事处,基本已做到点对点服务,让距离不再遥远,沟通不再困难。展望未来,节百力团队立足自动化技术研究与积累,瞄准模塑胶领域的世界难题,攀登技术颠峰。在模塑自动化领域,为客户构建国内外的*后盾。帮助客户提高生产效率,提高市场竞争力,创造*价值。
节百力自动化秉持科技服务社会的理念,将逐步推动模内热切领域*的公开,助力中国模塑领域生产力的发展!我们在路上!
模内热切,模内自动切水口,超高压时序控制器,油缸,切刀
模内热切具体动作介绍:
注塑分为三部分:射胶(软料)+保压(软料)+冷却(硬料)
当产品保压完成后(料还未*冷却)切刀顶出,将产品与水口进行分离,切刀保持顶出状态,直等到产品冷却完成前2S,切刀退出,模具打开后,产品与水口呈分离状态。
张先宇
注塑分为三部分:射胶(软料)+保压(软料)+冷却(硬料)
当产品保压完成后(料还未*冷却)切刀顶出,将产品与水口进行分离,切刀保持顶出状态,直等到产品冷却完成前2S,切刀退出,模具打开后,产品与水口呈分离状态。
张先宇
无锡节百力模内切水口 产品信息
同类产品推荐
- ¥1000在线询价
产品名称价格
















