
产品说明
/instructions
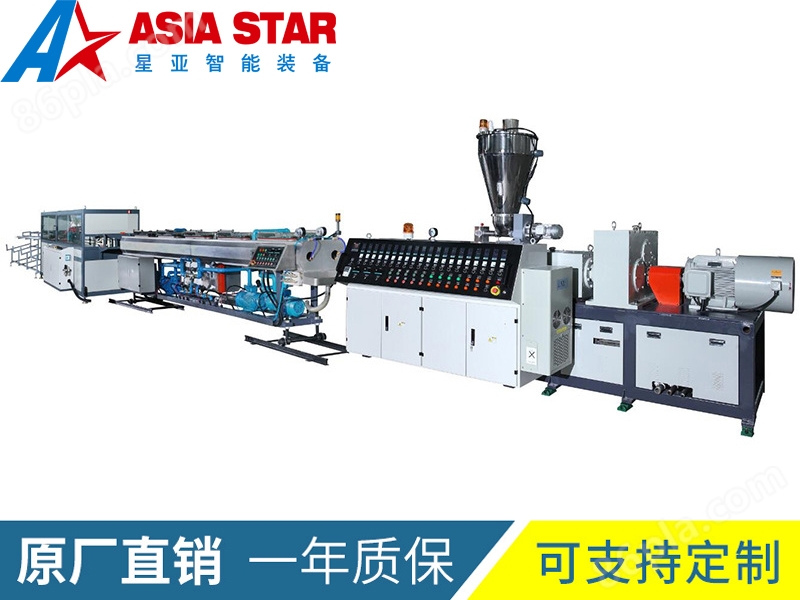
PVC线槽线管挤出生产线系本公司结合欧洲技术开发而成。主机SJZ-55/133或者SJZ-65/132锥型双螺杆挤出机,配以双管双线槽单控不锈钢冷却定型机,生产时避免了一管调整而影响另一管生产的浪费现象,自动单控双牵引双切割机通前面双定型技术融为一体,使操作更加灵活,让您领略到分别单控双管双槽齐下带来的效益。双管槽挤出管径从Φ20-Φ63/Φ10-Φ40mm,能充分利用挤出机的挤出能力,即使生产小口径的线槽线管也可以达到的产量。
PVC管材挤出模具:
(1)方式:可更换口、芯模。
(2)模具材质采用经过调质处理的45#钢或2Cr13钢,内部流道采用镀硬铬处理,抗腐蚀性能强;外观美观、大方、不生锈。
(3)模具所配定径套采用合金铜制作。连接法兰采用45#镀硬铬制作。
(4)模具加热圈采用不锈钢云母加热圈,功率损耗低、加热稳定,使用寿命长。
(5)标准件采用12.9级高强度螺丝,确保了挤出模具整体性能。
PVC管材挤出模具:
(1)方式:可更换口、芯模。
(2)模具材质采用经过调质处理的45#钢或2Cr13钢,内部流道采用镀硬铬处理,抗腐蚀性能强;外观美观、大方、不生锈。
(3)模具所配定径套采用合金铜制作。连接法兰采用45#镀硬铬制作。
(4)模具加热圈采用不锈钢云母加热圈,功率损耗低、加热稳定,使用寿命长。
(5)标准件采用12.9级高强度螺丝,确保了挤出模具整体性能。
产品参数
/parameter
| 项目 | PVC63 | PVC160 | PVC250 | PVC315 | PVC450 | PVC630 |
| 生产管材规格(mm) | φ16-φ63 | φ75-φ160 | φ125-φ250 | φ180-φ315 | φ200-φ450 | φ355-φ630 |
| 真空箱长度 (mm) | 6000 | 6000 | 6000 | 6000 | 6000 | 6000 |
| 真空度 (Mpa) | -0.03~0.08 | -0.03~0.08 | -0.03~0.08 | -0.03~0.08 | -0.03~0.08 | -0.03~0.08 |
| 牵引力 (N) | 10000 | 15000 | 20000 | 25000 | 30000 | 50000 |
| 牵引速度(m/min/max) | 10 | 6 | 4 | 3 | 2 | 1.4 |
| 有效牵引长度(mm) | 1000 | 1500 | 1500 | 1500 | 1800 | 1600 |
| 压缩空气能(m3/h) | 0.4 | 0.6 | 1.0 | 1.2 | 1.5 | 2.0 |
| 耗水量 (m3/h) | 5 | 6 | 7 | 8 | 9 | 12 |
| 生产线长度 (m) | 20 | 22 | 30 | 30 | 36 | 42 |
















