
 QQ交谈
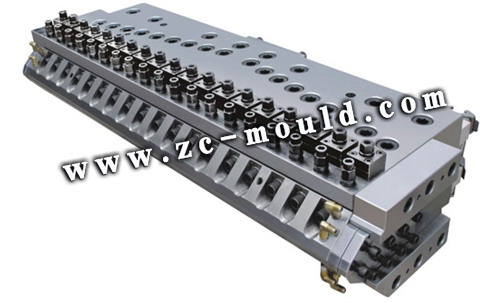
QQ交谈jy500三层模内共挤模具 多层共挤流延膜模头

- 公司名称:
- 参 考 价:
- 更新时间:
- 所 在 地:
- 生产地址:
- 浏览次数:
- 台州精岳模具机械有限公司
- 50000元(具体成交价以合同协议为准)
- 2025-04-23 17:15:43
- 台州市
- 台州
- 25
![]()
【简单介绍】
| 品牌 | 其他品牌 |
|---|
适合各种不同熔点材料的共挤复合、最gao温差可达80℃
【详细说明】














多流道模内共挤模头
产品说明
特别适用于
工艺温度相差20℃-80℃以内的多层共挤
剪切黏度、剪切速率差异较大的聚合物
技术特点
多流道模内共挤模头(双流道、三、五个流道)
更多工艺可以通过多层模内共挤+多层分配器
特殊设计流道和多层分配器组合使用能产生多层制品的同时,可生产宽度方向多组合不同颜色的制品。
模内共挤的优势:适合几种粘度和工艺温度差别较大的原料,粘度差别很大,温差也达到50℃,所以采用模内共挤结构,上下层为A,中间层为B,各层流道都有独立的温度控制,相邻两层原料工艺温度相差30℃以上,层之间増加隔温结构,防止窜温影响,并增加油路起到恒温的作用。几种料进入流道后互不干涉,直到距离模唇口一小段位置开始复合,缩短了复合停留时间,把层与层之间的影响降到最小,使产品的物理性能达到最jia状态。由于熔体粘度和压カ不同及流速的差异,各层物料在口模中汇合时,易产生不稳定层流,造成复合界面不规则、厚比例不均匀,出品后各层容易分离等问題,使得工艺过程较为复杂和难以控制。尤其是生产光学产品时对复合的均匀性要求更高,因此,对于此类模具设计的要求也会更高。结合流变仪和流道模拟软件,每一层流道我们都会根据各自物料的特性、工艺温度进行分析计算,对比各层压力是否接近并在合理范围,控制各层想要的厚度以及速度,确保复合前各层分配的均匀性以及出料曲线的基本一致,这样才能持复合后各层的稳定性,有效提高各个层面的薄厚精度。因此,比起分配器共挤,模内共挤能更好的控制各层的复合比例。
