 塑料机械网
塑料机械网


详细介绍
海绵泡沫落球测试仪试样面积100mm±100mm,高度应满足50m。如果试样的厚度小于50mm,应叠加到50mm,但不能使用黏合剂。对于模型产品,应去掉上表皮。
水准标尺——该标尺需要有平整且平行的表面和边缘,厚度为1-3mm,宽度为 20-25mm;方法B,测试仪器和主要参数:与方法A相同设备泡沫落球回弹性能测定仪,有人工读值设备也有自动读值设备。数字显示落球回弹仪,仪器精度为相对误差小于1.5%,主要参数钢球直径与方法A相同,钢球质量16.3g(比5.1的钢球轻0.5g)。重要的不同参数是:钢球的下落高度为460mm±0.5mm。使得方法A和方法B测出的回弹值不能直接换算。
海绵泡沫落球测试仪测试样品试样的上表面和下表面应该是平行的,在试样边缘彼此要
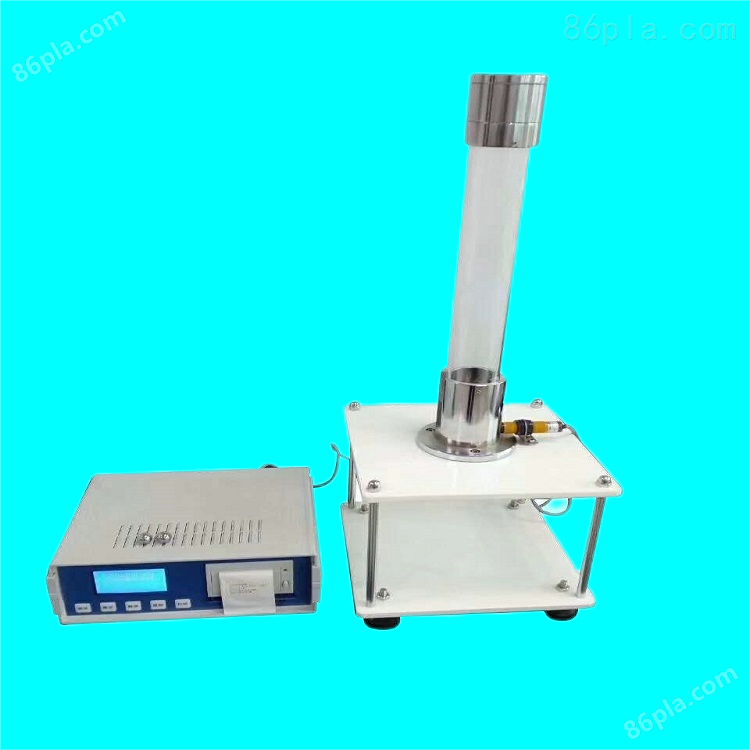
海绵落球回弹性能测试仪,包括一根内径30mm~60mm的透明管子,一个直径16mm±0.5mm的钢球,质量为16.8g±1.5g,由磁铁或其他装置释放。
样品数量●测试三个试样●终数值应为三试样测试值的均值。
试验步骤及结果表示:因此,零回弹得原点为试样表面上方钢球的直径距离。
试样属于非空心模压产品厚度≤25mm,长度和宽度应该 50*50,而厚度应为包含表面和底部镀层在内的整体厚度; 5、厚度>50mm的试样应该从中心部分裁剪为厚度25mm的试样。
试样应有上下平行且平整的表面。拉伸测试●此项测试是关于拉伸应力对泡棉的影响,测试对象包含:拉伸应力、拉伸强度、断裂伸长率。
从泡棉中取出的试样的表面积应该达到100cm厚度不能超过上述整体厚度75%;
除非有特殊要求,结果应该按测量结果记录。
按照Section8(TestA)中描述步骤准确测量试样的厚度 to;将所需试样放置到压缩装置中,通过螺栓控制装置压缩量(50±1%、75±1%、90±1%,或者可按照客户旨定压缩量进行测试)
注:预应力状态调节不适用于3.2中提到的闭孔软质泡沫材料恒定压缩测试●此项imhyaj事先将试样压缩到规定的间距,进而将压制试样放入特定氛围中保持一段时间后将试样在特定环境中恢复形变,测量试样前后的厚度变化。
Calculation——计算下落高度为500mm±0.5mm。球顶部距离试样表面应516mm。
三个试样分别要在1min内至少得到3个有效的回弹值。该压缩装置由两块或者两块以上的平整面板并排组成,板与板之间由螺栓固定而不至于产生相对滑动,平板之间安放垫片保证相对的两块板是平行的状态。
之后取出压缩装置并将样品从中取出,将样品放在步骤1中描述环境中让其自由恢复30-40min后(该时间也可按照客户需要进行旨定),按照Section8(TestA)测量试样的终厚度t。
尺寸测量——测试样品的终尺寸应该由Section8描述方法来确定仪器——拉伸测试应由一台功率强劲的机器来完成,该仪器需满足以下要求∶ A、仪器本身必须能测试出所需的大应力,并且测试速度要能一直稳定在 500±5mm/minB、仪器本身需要配置一组2.5mm高尺寸装置来测量伸长率;非接触式伸长仪也可以用来测试伸长率,但是伸长仪的夹制测试方法一般情况下不适合测试弹性泡棉;要测试哑铃状的试样,仪器需要有能通过螺旋方式来固定试样或者能与拉伸强度同步自动锁紧试样的夹具,以防止试样在测试过程中脱落。
将样品固定好之后,15min之内把整个装置放入之前设定好温度和湿度的烘箱中,保持22h;试验前,试样应在下列任一种环境中状态调节16h以上。
自动读值设备:闭孔软质泡沫塑料:封闭的泡孔体积大于25%的软质泡沫材料。
注:对于软质材料如果结果误差很大,可以用更厚一点的试样而不必受到50mm厚度的限制。对于超低密度材料由于样品本身原因可能造成测试结果有问题,对于多层片状样品,容易发生层间的滑动,醉好选用大一点面积的试样可以得到克服。
测试步骤样品测试前安装环境∶温度∶ 23±2℃ 湿度∶ 50±5%。原理:具有一定质量和直径的钢球,从固定高度下落到试样表面,测量钢球弹起的高度,计算钢球弹起高度与下落高度比值的百分率。
测试流程将上下夹具的距离设置为62.5mm(D3574模具样品)或者为75mm(D412模具样品);将试样装入夹具中,将上下的位置调整到平衡状态,以保证试样在做拉伸测试时试样的每一部分都能承受均一的力量;客户如没有特殊要求,拉伸测试的速度一般为500mm/min,持续关注水准标准刻度的变化直至拉伸试验结束。如果仪器本身没有自动记录功能就必须手动记录拉伸应力的变化。待样品拉伸至断裂时,测试结束,记录并测量断裂时的伸长量。
测试试样(聚氨酯材料):M —— 试样质量 g, V —— 试样体积 mm3当为了质量控制检测时,试样可以在生产后放置较短的时间(下至醉短12h),并按上述任一种环境规定,采用较短的状态调节时间(下至醉短6h)调节后进行试验。
计算拉伸应力和拉伸强度分别都可以直接从仪器上读出;断裂伸长率可以通过下述公式计算∶ A, %=[(df-do)/do]*100 do —— 试样的原始长度 df —— 试样断裂时的长度 A —— 断裂伸长率
方法A,测试仪器和主要参数:试样数量:每组测试3个试样。3个试样可以在同一个样块里取也可以在同一批次不同的样块里取样。
将试样放在基准面,调节管子的高度,使零回弹为试样表面上方16mm±0.5mm处。固定管子以确定管子和试样间有轻接触,不引起任何可视的压力。
将钢球放在释放装置上,然后释放钢球,记录回弹醉大高度整数值。球下落过程中或回弹过程中,如果碰到管子内壁,试验结果无效。发生这种情况,主要是由于管子不垂直或试样表面不均匀。为了减小视觉误差,试验员的视线应与管子上的回弹读数刻度线成水平直线。为了证明视觉水平的准确性,试测是必要的。
除非特殊要求,试样规格应为50*50*25mm,如果厚度不够25mm的试样可以相互堆积起来,但是试样之间不能含有胶水或者其他。
测试装置—— 压缩装置如果管子不垂直可能会引起测量误差,钢球在下落或回弹过程中接触管子内壁,测量结果无效。用水平仪或类似装置校准硬基准面以保证水平,并将透明管及架垂直安放。
Density —— 密度 kg/m²,下落过程中没有旋转,一直处于中心位置。
计算按照以下公式计算压缩残留形变值∶注;一般情况下,优先使用Ct的计算公式数值 Ct =[(to-tf) /to]*100 Cd=[ (to-tf)/(to-ts)*100 Ct ——决对压缩残留形变 Cd——相对压缩残留形变 to —— 样品初始厚度 tt —— 样品压缩后厚度 ts —— 垫片厚度
预压状态调节:开孔软质泡沫材料在试验前应*行预压状态调节。方法是在0.4mm/s~6mm/s速度下,将试样压缩到原始厚度的75%~80%,预压2次来对试样进行预应力状态调节,然后允许试样有一个10min±5min的恢复期。
注∶以上各个数据值应该为三个样品测试值的平均值开孔软质泡沫材料:封闭的泡孔体积小于25%的软质泡沫材料。互相垂直。烘箱温度设置∶温度∶70±2℃ 湿度∶6%。
试样数量●测试三个试样●终数值应该为三试样数值的均值。按照第8章中规定的条件,状态调节后立即开始试验。
一种能通过电子方式显示出钢球回弹高度的仪器,它已被证实和人工读出的结果是一样的。通过钢球回弹的速度或钢球*次到第二次接触泡沫表面的时间间隔可以计算出回弹的高度,安装的电子设备应显示出高度的±1%(5mm)精度,这种装置的管子不需要划刻度。
测试装置试样制作——拉伸试样必须由下述Fig.1规格的模具或者是Test D412中模具A冲压而得,模具本身应该十分锋利无缺口以保证所制得的样品的边缘没有缺口, D412要求的模具是按照ISO1798模具标准制作的旨定模具。
自动测量装置显示的结果有效位数取整数。结果表示每个试样测得3个结果。如果有一个值超过中值的20%(五分之一),再多试验两次,确定5个值中的中值。从3个样品的中值中,再取中值为样品的回弹率。
试验方法A:计算公式∶ Density= M/(V*109)27℃±2℃,(65±5)%想对湿度;
人工读值设备:状态调节:材料制成后,至少放置72h才能进行测试。如果可以证明,生产后16h或48h得到的结果与生产72h后得到的结果差值不超过±10%。允许试样在生产后16h或48h进行试验。
23℃±2℃,(50±5)%相对湿度;在管子背面有序的按百分比划上刻度5%(25mm)一个大刻度和每1%(5mm)一个小刻度,角度为120°弧线。这个完整的圆周划线是仪器*的重要部分,它可以排除视差错误。
在生产后16h进行试验的情况下,状态调节时间可以包括部分或全部生产后放置时间。
试样制备测试样品应从厚度为12.5±1.5mm的质地均一的片材中取出,泡棉测试的上升方向应该为厚度方向,除非客户有特殊要求;试样表面和底部应该平行且没有表面镀层,切面与上下表面都应该相互垂直并无边缘毛边。

 塑料机械网
塑料机械网