
今日要闻












推荐展会
更多 > >



推荐专题
更多 > >




坤威装备分享超详细螺杆拆装步骤指南
当改性生产者进行换料操作时,时间就是金钱。双螺杆挤出机均设计有可拆卸元件,其在螺杆轴上的设计对挤出工艺有着重要影响。
当一种配方结束生产时,需要转移到下一种螺杆组合中,这些螺纹元件需要拆除,并更换成新的一组。执行这项重要任务的速度和效率直接影响到利润。

所以我们应该考虑采用以下最佳操作来缩减这个过程的时间。
01螺纹元件的加热
首先,如果可能的话,在使用完螺杆后,在它们还有余温的时候立即对它们进行加工,或者将螺丝轴组件放回挤出机中,将轴和元件一起加热。最好让元件有时间慢慢加热(大约20分钟)。
然后把机头取下来,把一部分元件滑到机器末端的高台或推车上。
如果必须从机器上取下螺杆并用火加热的话,请谨慎并均匀地加热整个元件。不要烧到让金属变色,这样的话可能会影响冶金属性。要加热它们而不是烧它们,要有耐心。
02 螺纹元件的拆卸
当元件被加热后,用一个木头或硬塑料制成的冲孔推动元件从轴上脱落。也可以用铝或黄铜漂移销,但用的时候要小心一点,因为会对元件产生负面影响。使用电动冲击锤会有很大帮助。
在这一环节时请遵循以下步骤:
(1)使用防热手套;
(2)在合适的位置对螺杆进行支撑,使其不会弯曲;
(3)拧开机头,取出元件;
(4)使用润滑剂时,需要将元件从轴上拉出;
(5)部分卡死的元件可能需要更多友好的操作;
(6)选择适当的冲床角度;
(7)加热时使用橡胶锤和锤子,直到元件移动;
(8)每次拆卸一个元件,并确保刷干净或刮干净裸露的轴。
对于难以拆卸的元件,冲击锤是一种有噪声的装置,但在松动被卡住的螺纹元件时效果很好。
03 螺纹元件的清洗和检查
从机器上取下螺纹元件后,至少用钢丝刷或铜纱布进行初步清洁,效果可能会更好。刷好之后,你可以把它们放在烤箱或流态化浴中清洗。但是要注意不要超过金属的额定温度。
如果有黑色的,烧焦的,降解的材料,将需要使用某种形式的机械磨损去除。黄铜或铜刷通常太软,很难让残余聚合物脱落。如果是这样你需要:
(1)戴手套和护眼用具;
(2)在台式磨床上使用硬钢丝刷轮;
(3)使用带砂机(小型气动便携式带砂机也可以);
(4)使用喷砂器或干冰喷砂器;
(5)清洁键槽和花键孔。
当螺纹元件清洁好之后,需要及时检查它们的细微裂缝和任何刻痕或凹槽。划痕和沟槽可能会变成裂缝,应该用锉刀或研磨盘轻轻抚平。
另外,端面应使用320砂纸打磨或打磨光滑。这应该在一个水平,平坦的机械表面,如大理石板或厚钢板上进行操作。
将砂布或320砂纸平铺在表面上,将螺纹元件表面画成八字形,施加足够的压力使元件表面均匀清洁。如果要记录磨损率,应用千分尺检查尺寸并记录。
有细微裂纹的元件应被丢弃。如果这些损坏的部件在设备运行时发生破裂,会造成螺杆的异常扭转,破坏机筒,并导致变速箱灾难性的故障。
04 处理螺纹元件时的额外建议
螺纹元件有锋利的边缘,如果处理不当可能会划伤人体。在处理螺纹元件时,应佩戴抗割伤面料制成的手套。以下是一些额外的建议:
(1)用钢丝刷清洁轴芯,清除任何残留的异物。这包括耦合样条。
(2)检查螺纹元件,并使用上一个环节介绍的步骤清除异物。
(3)每次在轴上组装螺纹元件时都应使用润滑剂。可以用Gleitmo820,它是一种白色的润滑脂,在高温下不降解。

(4)防卡应覆盖所有轴表面,但要慎用(擦上擦下)。安装在轴上时,任何在元件端面上形成的防夹紧装置都必须拆除。
(5)定位两个轴作为彼此平行的一对。如果轴夹具是可用的,使用这个夹具保持轴在正确的位置。
(6)如果没有夹具,在正确的轴中心线距离的两个木块之间夹紧轴端。
(7)螺纹元件应当成对安装。螺纹元件与平行轴的咬合元件之间的相对位置必须正确。
(8)一旦第一对放在正确的方向上,其余的螺纹元件就会“面对面”排列。通常把第一对移到轴的末端,这样每个元件的末端轮廓就可以对齐,这样它们就匹配了。
(9)按照设计图将螺丝元件装配到轴上。
(10)通过在一对螺杆顶端上穿螺纹,完成螺杆总成,初步只是用手拧紧。最后的拧紧将在螺杆进入挤出机后进行。
注意:仔细操作,依次擦拭每个元件端面。一定要再次检查它们的对齐,特别是花键轴。这样才能确保螺杆能够作为一组正确转动,并加快安装完成的组件。
(11)组装的螺杆现在可以通过确认完成的组件之间的间隔一致来进行双重检查。元件之间的公差是非常紧密的,但是应该可以看到间隙。
手电筒可以用来确认能见度,并检查元件之间的光线保持稳定。
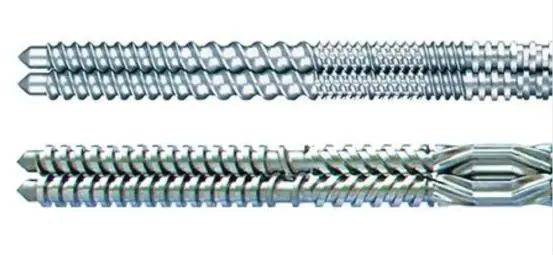
图丨同向和反向旋转的螺杆组合
(12)在变速箱输出轴上安装螺纹元件-轴芯联轴器。
(13)在轴花键上涂上大量的防卡化合物。作为一个装配检查,把两个螺杆放在一个平的桌子或地板上,使它们正确地啮合,并来回滚动螺钉组,同时寻找任何干扰(这只适用于同向旋转螺杆)。
一组安装不正确的元件要么会摩擦在一起,要么会把两个螺杆的啮合处推开。
05
重新安装螺杆组件
要重新安装完成的螺杆组件,首先要确保变速箱输出轴和联轴器在正确的位置:在180°偏移上,这意味着固定螺杆或联轴器的指针在9点和3点向外。
要转动齿轮箱的输出轴,要么用手转动电机输入联轴器(让主电源关闭和锁出),要么用驱动器非常缓慢地转动电机。

以同样的方式(9点钟和3点钟方向)定位螺杆尾轴,并将两个螺杆紧密地放在一起,使它们相互啮合。在这一点上需要注意:
(1)从机筒中清除任何硬化的材料,从连接管道和机筒的孔中吸出所有松动的聚合物杂质碎片;
(2)确保机筒的正确对齐;
(3)目测检查插头、适配器和设备是否有干扰;
(4)插入定时螺杆总成水平并平行;
(5)如果感觉到干扰,不要进一步用力转动螺杆。当螺丝轴花键清除封板后,在花键上涂上防卡扣涂层;
(6)将螺杆总成推入联轴器的剩余距离;
(7)完成螺杆联轴器安装。
一旦螺杆啮合联轴器,检查看看两个螺钉尖从机筒末端法兰突出相同的距离。如果不是,说明有问题,应该拆下螺杆并检查总成。
这时,用机器附带的螺杆头扳手最后拧紧螺杆头。记住,尖有一个左螺纹在同向旋转挤出机。
拧紧每一个尖,直到变速箱/马达开始旋转——这就足够紧了。不要在顶部扳手上使用任何形式的“管”来拧紧顶部。
作为最后的检查,使用比较低的速度设置 (1-2转)启动主驱动器,并通过几转的时间来旋转螺杆设置。如果一切正常,将速度提高到每分钟20转,并倾听任何敲击声。
轻微的咔哒声是正常的,因为螺杆/机筒是干燥的。随着材料的喂入,敲击声通常会消失。
上一篇:教您如何选择防爆振动电机
下一篇:新贝单轴撕碎机优势分析
- 凡本网注明"来源:塑料机械网"的所有作品,版权均属于塑料机械网,转载请必须注明塑料机械网,https://www.86pla.com。违反者本网将追究相关法律责任。
- 企业发布的公司新闻、技术文章、资料下载等内容,如涉及侵权、违规遭投诉的,一律由发布企业自行承担责任,本网有权删除内容并追溯责任。
- 本网转载并注明自其它来源的作品,目的在于传递更多信息,并不代表本网赞同其观点或证实其内容的真实性,不承担此类作品侵权行为的直接责任及连带责任。其他媒体、网站或个人从本网转载时,必须保留本网注明的作品来源,并自负版权等法律责任。
- 如涉及作品内容、版权等问题,请在作品发表之日起一周内与本网联系,否则视为放弃相关权利。





