
今日要闻












推荐展会
更多 > >








中空吹塑机在生产吹塑成型的工艺流程
中空吹塑机/的吹塑成型工艺
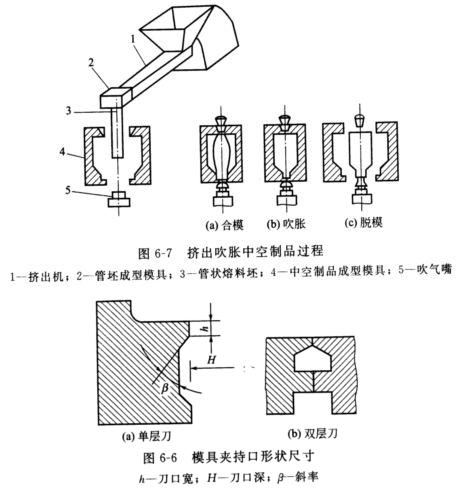
①工艺过程用聚丙烯树脂挤出吹塑成型塑料瓶的生产工作是:首先把聚丙烯树脂和一些辅料(如色母料)按配方要求分别计量,掺混在一起搅拌均匀,投入到挤出机中塑化熔融,从成型模具中挤出管状型坯,然后立即置于成型制品的模具型腔内,吹入压缩空气,把型坯吹胀,冷却定型后,则成型与模具型腔*相同的瓶制品。图6-7即是PP塑料瓶挤出吹塑成型的生产工艺。
②工艺条件
a.原料塑化熔融时工艺温度应控制在170—230℃范围内。
b.坯管吹塑成型瓶制品用吹胀比控制在(1.5—3):l范围内。
c.吹胀坯管成型瓶制品用压缩空气压力为0.3~0.6MPa。
d.成型瓶用模具温度为20—50℃,冷却定型时间约占制品启型生产周期总时间的50%~60%。
③注意事项
a.所用原料与聚丙烯瓶采用挤出吹塑成型用料相同o
b.聚丙烯瓶成型前和坯管的挤出成型用设备与聚丙烯瓶挤出吹塑成型用设备相同,但成型坯管后,要有坯管的制颈和封底工序。
c.原料塑化熔融温度应控制在210~230℃范围内;成型坯管时要把熔料温度迅速冷却降至90~105~(2结晶温度范围内,以抑制大体积球晶的形成。
d.坯管加热、成型瓶颈、封底和切断,是瓶制品成型拉伸前的瓶坯加工工序;然后进行拉伸和吹塑成型制品。
e.瓶坯拉伸前加热至原料的玻璃化温度和熔点温度之间、聚丙烯树脂为145~155℃;要达到瓶坯体各部位温度—致、受热均匀后方可进行拉伸工作。
f.拉伸吹塑时,拉伸芯棒从瓶口端插入直至瓶底,即可进行拉伸和吹人压缩空气吹胀瓶坯,完成瓶坯的拉伸和吹塑工作。
g.拉伸吹塑瓶坯的倍率,是决定制品提高改善性能的一个重要工艺条件,这个倍率是拉伸比与吹胀比两个比值的乘积。一般PP制品的拉伸倍数控制在6~10范围内。拉伸比是指制品长度与瓶坯长度之比;吹胀比是指制品的zui大直径与瓶坯直径之比。PP制品的拉伸比为(1.5—2.5):l;吹胀比为(3~5):1。
h.拉伸夹具用于坯管两端的夹持工作,是制品拉伸吹胀前*的辅助工具。
①工艺过程用聚丙烯树脂挤出吹塑成型塑料瓶的生产工作是:首先把聚丙烯树脂和一些辅料(如色母料)按配方要求分别计量,掺混在一起搅拌均匀,投入到挤出机中塑化熔融,从成型模具中挤出管状型坯,然后立即置于成型制品的模具型腔内,吹入压缩空气,把型坯吹胀,冷却定型后,则成型与模具型腔*相同的瓶制品。图6-7即是PP塑料瓶挤出吹塑成型的生产工艺。
②工艺条件
a.原料塑化熔融时工艺温度应控制在170—230℃范围内。
b.坯管吹塑成型瓶制品用吹胀比控制在(1.5—3):l范围内。
c.吹胀坯管成型瓶制品用压缩空气压力为0.3~0.6MPa。
d.成型瓶用模具温度为20—50℃,冷却定型时间约占制品启型生产周期总时间的50%~60%。
③注意事项
a.所用原料与聚丙烯瓶采用挤出吹塑成型用料相同o
b.聚丙烯瓶成型前和坯管的挤出成型用设备与聚丙烯瓶挤出吹塑成型用设备相同,但成型坯管后,要有坯管的制颈和封底工序。
c.原料塑化熔融温度应控制在210~230℃范围内;成型坯管时要把熔料温度迅速冷却降至90~105~(2结晶温度范围内,以抑制大体积球晶的形成。
d.坯管加热、成型瓶颈、封底和切断,是瓶制品成型拉伸前的瓶坯加工工序;然后进行拉伸和吹塑成型制品。
e.瓶坯拉伸前加热至原料的玻璃化温度和熔点温度之间、聚丙烯树脂为145~155℃;要达到瓶坯体各部位温度—致、受热均匀后方可进行拉伸工作。
f.拉伸吹塑时,拉伸芯棒从瓶口端插入直至瓶底,即可进行拉伸和吹人压缩空气吹胀瓶坯,完成瓶坯的拉伸和吹塑工作。
g.拉伸吹塑瓶坯的倍率,是决定制品提高改善性能的一个重要工艺条件,这个倍率是拉伸比与吹胀比两个比值的乘积。一般PP制品的拉伸倍数控制在6~10范围内。拉伸比是指制品长度与瓶坯长度之比;吹胀比是指制品的zui大直径与瓶坯直径之比。PP制品的拉伸比为(1.5—2.5):l;吹胀比为(3~5):1。
h.拉伸夹具用于坯管两端的夹持工作,是制品拉伸吹胀前*的辅助工具。
- 凡本网注明"来源:塑料机械网"的所有作品,版权均属于塑料机械网,转载请必须注明塑料机械网,https://www.86pla.com。违反者本网将追究相关法律责任。
- 企业发布的公司新闻、技术文章、资料下载等内容,如涉及侵权、违规遭投诉的,一律由发布企业自行承担责任,本网有权删除内容并追溯责任。
- 本网转载并注明自其它来源的作品,目的在于传递更多信息,并不代表本网赞同其观点或证实其内容的真实性,不承担此类作品侵权行为的直接责任及连带责任。其他媒体、网站或个人从本网转载时,必须保留本网注明的作品来源,并自负版权等法律责任。
- 如涉及作品内容、版权等问题,请在作品发表之日起一周内与本网联系,否则视为放弃相关权利。





