



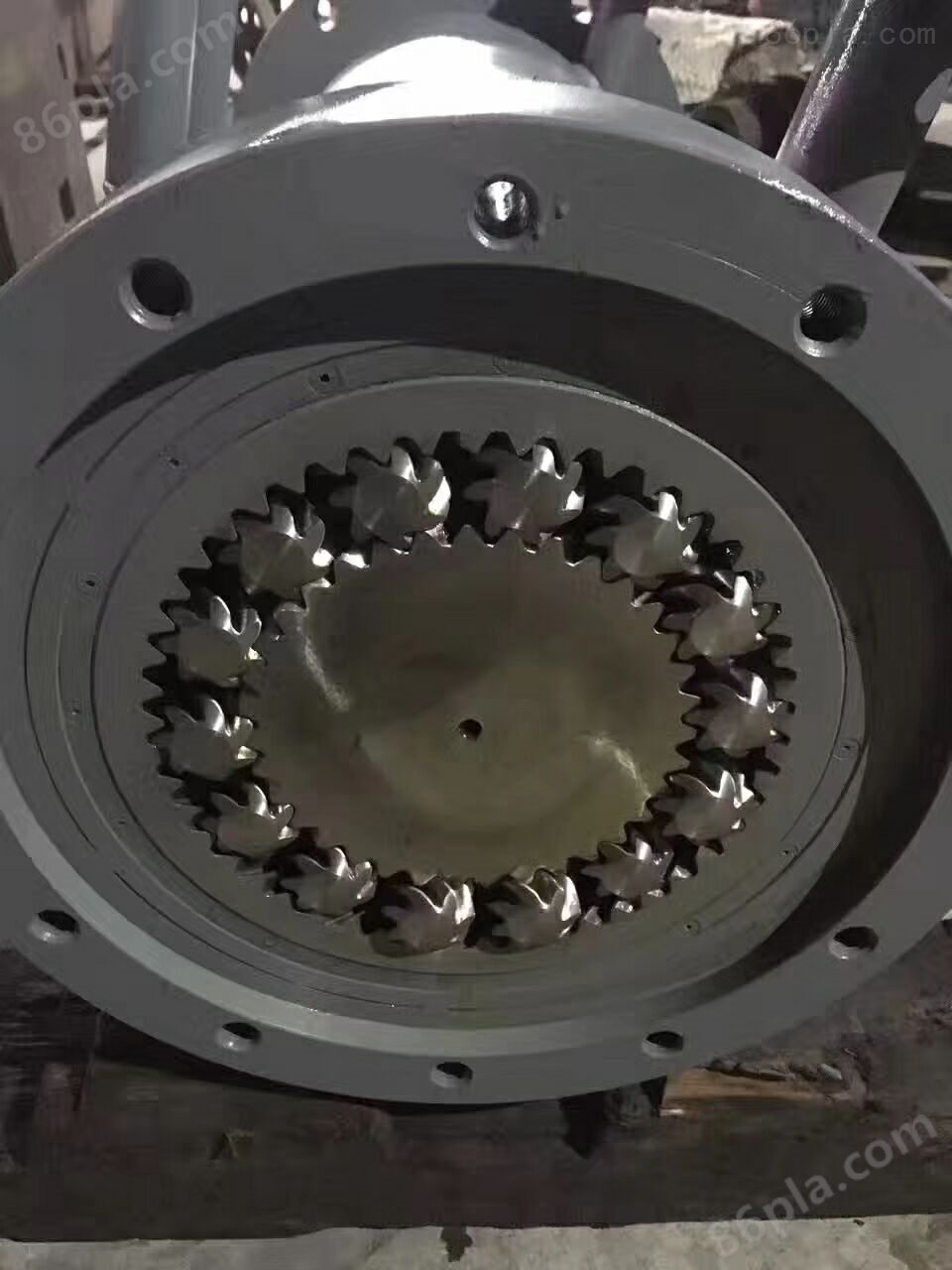
生产行星螺杆简介:
采用进口全硬合金钢,耐高温650度以下,整体硬度HRC58°-62°,耐磨、耐腐、耐高压,光洁度Ra0.4um;机筒K6钴基合金材料,耐高温、耐高速、耐高压、耐磨、耐腐蚀型,适合PM、PP、PBT、ABS+PC、PET+GF、SPVC、RPVC、TPU、PA等工程料加40%-60%玻纤;同时适用于添加铁粉、磁粉、铜粉、铝粉。SKD61/K1螺杆/机筒SKD61螺杆进口材料,耐高温500度以下,真空氮化,整体硬度HRC58°-60°,氮化表面深度:0.5-1.0mm,机筒K1铁基合金材料,耐磨经济型,光洁度:Ra0.4um;适合工程料加20%以下玻纤。适合混色PC、PC+ABS合金料、PC+20%以下玻纤、PE+矿粉、尼龙PA+20%玻璃纤等。
特点:
1. 非结晶性塑料,无明显的熔点,玻璃化温度140℃-160℃,熔融温度215℃-225℃,成型温度230℃-320℃;
2. 粘度大,加工温度高,范围窄,易分解,选用螺杆时避免过热的现象;
3. 对水分敏感,高温下树脂易水解,干燥温度120℃-130℃,时间4小时左右。
生产行星螺杆维护注意事项
1、螺杆未达到预调温度时,切勿启动机器。
2、防止金属碎片及杂物落入料斗,若加工回收料,便需加上磁性料斗以防止铁屑等进入料筒。
3、使用防涎时要确定料筒内塑料*熔融,以免螺杆后退时损坏传动系统零件。
4、使用新塑料时,应把螺杆的余料清洗干净。
5、当熔融塑料温度正常但又不断发现熔融塑料出现黑点或变色时,应检查胶螺.
6、在加工时,尽量使物料塑化均匀,不要让金属异物混入料中,减少螺杆转动扭矩力
















